Działanie – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 302
302
Cykle: przekształcenia współrzędnych
11
.9 P
Ł
ASZCZYZNA OBROBKI (cykl
19, DIN
/ISO:
G80, opcja sof
tware 1)
11.9 PŁASZCZYZNA OBROBKI
(cykl 19, DIN/ISO: G80, opcja
software 1)
Działanie
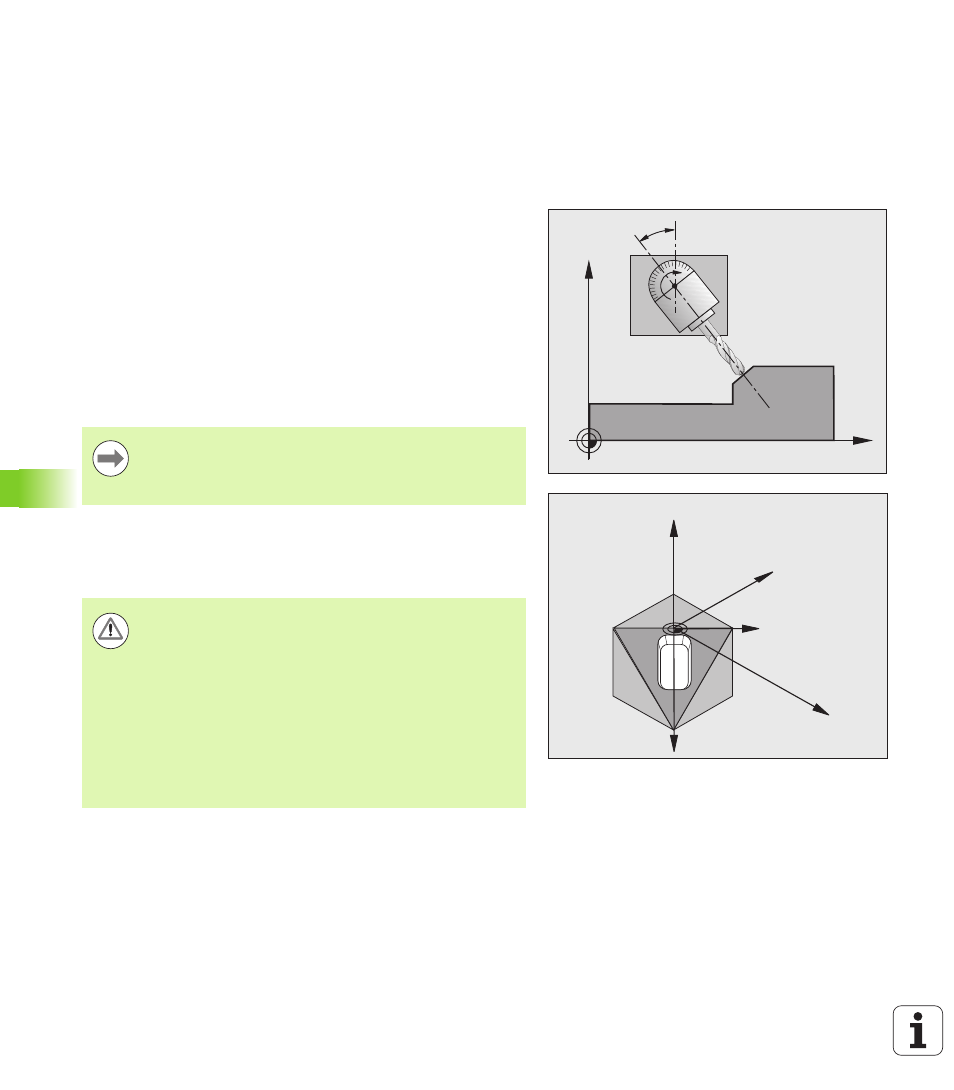
W cyklu 19 definiujemy położenie płaszczyzny obróbki – to znaczy
położenie osi narzędzi w odniesieniu do stałego układu współrzędnych
maszyny – poprzez wprowadzenie kątów nachylenia. Można określić
położenie płaszczyzny obróbki dwoma sposobami:
Bezpośrednio wprowadzić położenie osi wahań
Opisać położenie płaszczyzny obróbki poprzez dokonanie do trzech
obrotów włącznie (kąt przestrzenny) stałego układu współrzędnych
maszyny. Wprowadzana kąt przestrzenny otrzymuje się w ten
sposób, że wyznacza się przejście (cięcie) na pochylonej
płaszczyźnie obróbki i spogląda od strony osi, o którą chcemy
pochylić. Przy pomocy dwóch kątów przestrzennych jest
jednoznacznie zdefiniowane dowolne położenie narzędzia w
przestrzeni
Jeżeli programujemy położenie płaszczyzny obróbki przez kąt
przestrzenny , to TNC oblicza automatycznie niezbędne dla tego
położenia kąta osi wahań i odkłada je w parametrach Q120 (A-oś) do
Q122 (C-oś).
Z
X
B
X
Z
Y
X'
Y'
Proszę zwrócić uwagę, że położenie pochylonego układu
współrzędnych i tym samym ruchy przemieszczania w
pochylonym układzie współrzędnych od tego zależą, jak
opisujemy pochyloną płaszczyznę.
Uwaga niebezpieczeństwo kolizji!
W zależności od konfiguracji maszny możliwe są przy
definicji kąta przestrzennego algebraicznie dwa
rozwiązania (położenia osi). Proszę zweryfikować poprzez
odpowiednie testy na maszynie, jakie położenie osiowe
wybiera każdorazowo software TNC.
Jeśli dostępna jest opcja software DCM, to można
podczas testu programu wyświetlić każde położenie osi w
widoku PROGRAM+KINEMATIKA (patrz instrukcja
obsługi dialogu tekstem otwartym, Dynamiczne
monitorowanie kolizji).