7 pogłebianie wsteczne (cykl 204, din/iso: g204), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 75: Pogłebianie wsteczne (cykl 204, din/iso: g204)
POGŁEBIANIE WSTECZNE (cykl 204, DIN/ISO: G204)
3.7
3
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
75
3.7
POGŁEBIANIE WSTECZNE (cykl 204,
DIN/ISO: G204)
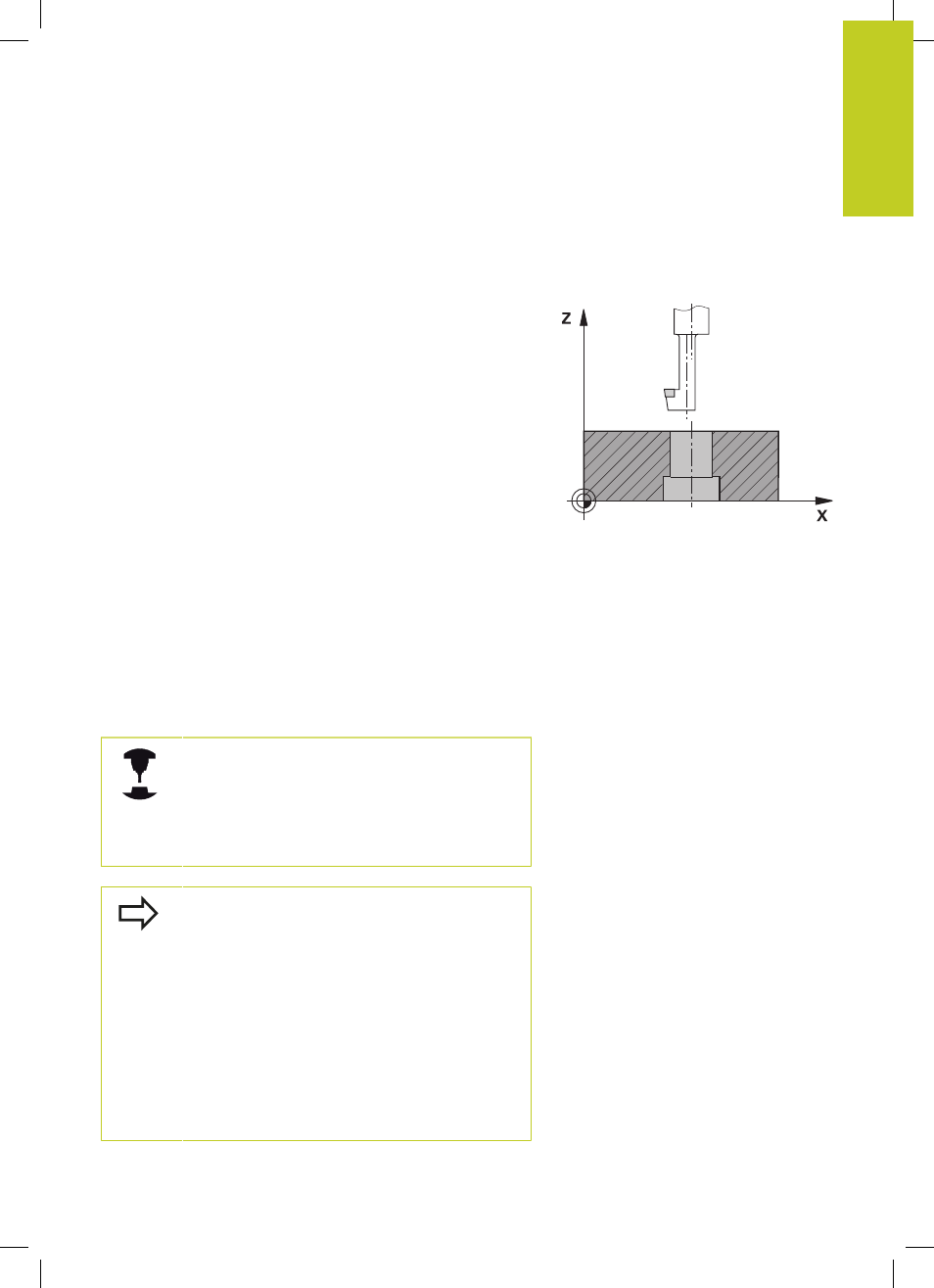
Przebieg cyklu
Przy pomocy tego cyklu wytwarza się pogłębienia, które znajdują
się na dolnej stronie obrabianego przedmiotu.
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX
na bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Tam TNC przeprowadza orientację wrzeciona do 0°-pozycji i
przesuwa narzędzie o wymiar mimośrodu
3 Następnie narzędzie zagłębia się z posuwem posuwem
pozycjonowania wstępnego w rozwiercony odwiert, aż ostrz
znajdzie się na Bezpiecznej wysokości poniżej dolnej krawędzi
obrabianego przedmiotu
4 TNC przemieszcza narzędzie ponownie na środek odwiertu,
włącza wrzeciono i jeśli zachodzi potrzeba chłodziwo i
przemieszcza narzędzie z posuwem pogłębiania na zadaną
głębokość pogłębiania
5 Jeśli wprowadzono, narzędzie przebywa na dnie pogłębienia i
wysuwa się ponownie z odwiertu, TNC przeprowadza orientację
wrzeciona i przesuwa je ponownie o wymiar mimośrodu
6 Następnie TNC przemieszcza narzędzie z posuwem posuwem
pozycjonowania wstępnego na bezpieczną wysokość i z tamtąd
– jeśli wprowadzono– z FMAX na 2. bezpieczną wysokość.
Proszę uwzględnić przy programowaniu!
Maszyna i TNC muszą być przygotowane przez
producenta maszyn.
Cykl można wykorzystywać na maszynach z
wyregulowanym wrzecionem.
Ten cykl pracuje tylko z tak zwanymi wytaczadłami
wstecznymi.
Zaprogramować wiersz pozycjonowania w punkcie
startu (środek odwiertu) płaszczyzny obróbki z
korekcją promienia R0 .
Znak liczby parametru cyklu Głębokość określa
kierunek pracy przy pogłębianiu. Uwaga: dodatni
znak liczby pogłębia w kierunku dodatniej osi
wrzeciona.
Tak wprowadzić długość wrzeciona, że nie krawędź
ostrza, lecz krawędź dolna wytaczadła była
wymiarowana.
TNC uwzględnia przy obliczaniu punktu startu
pogłębienia długość krawędzi ostrza wytaczadła i
grubość materiału.