Parametry cyklu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 152
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie
rowków
5.7
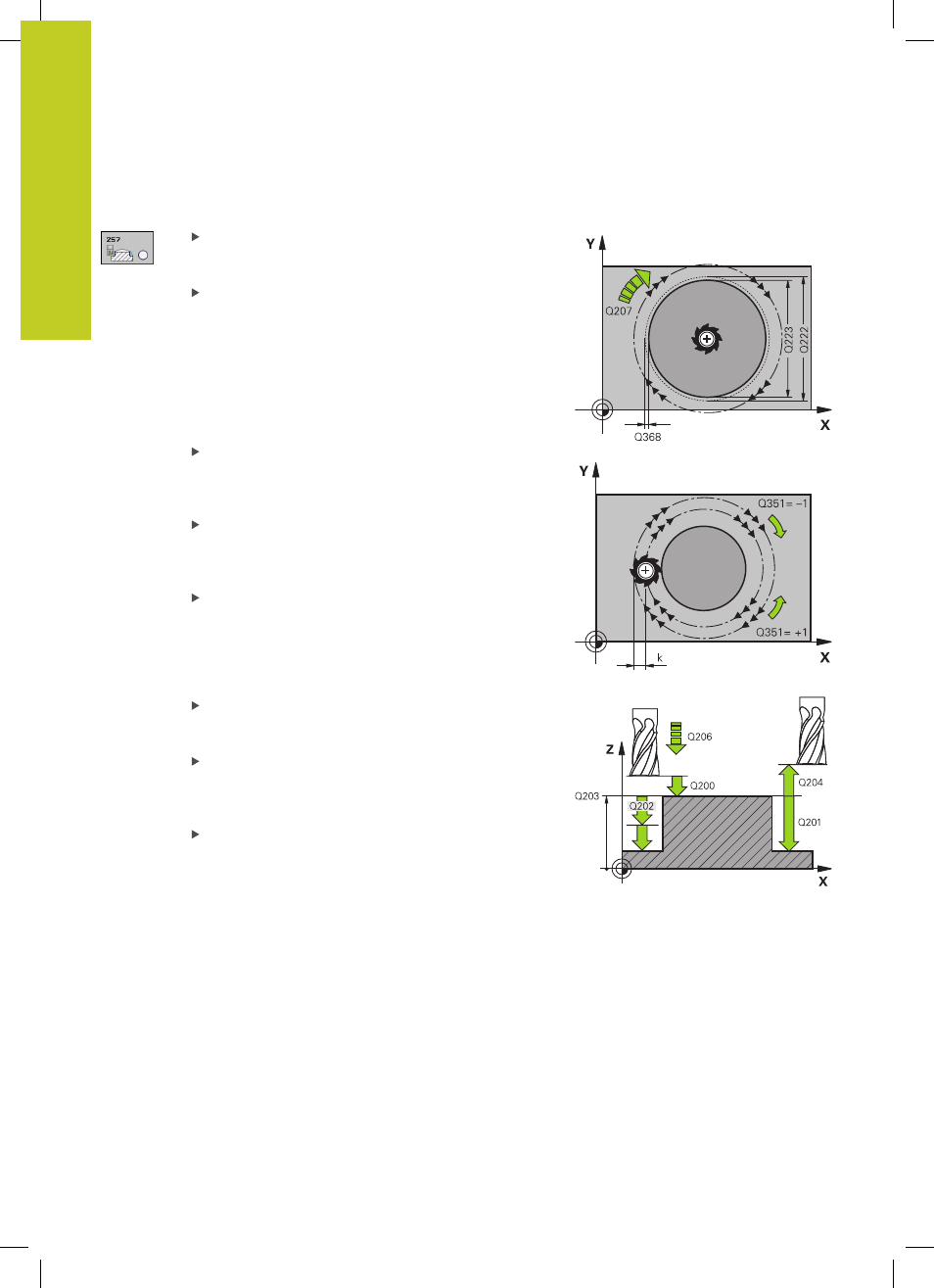
CZOP OKRAGŁY (cykl 257, DIN/ISO: G257)
5
152
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
Parametry cyklu
Srednica gotowego przedmiotu
Q223:
średnica obrobionego na gotowo czopu. Zakres
wprowadzenia 0 do 99999,9999
Średnica półwyrobu
Q222: średnica półwyrobu.
Zapisać średnicę półwyrobu większą od średnicy
gotowego przedmiotu. TNC wykonuje kilka
bocznych wcięć, jeśli różnica pomiędzy średnicą
półwyrobu i średnicą gotowego przedmiotu jest
większa niż dozwolone wcięcie boczne (promień
narzędzia razy nakładanie trajektorii Q370). TNC
oblicza zawsze stałe boczne wcięcie. Zakres
wprowadzenia 0 do 99999,9999
Naddatek na obróbkę wykańczającą z boku
Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki. Zakres wprowadzenia 0 do
99999,9999
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Rodzaj frezowania
Q351: rodzaj obróbki
frezowaniem dla M3:
+1
= frezowanie współbieżne
–1
= frezowanie przeciwbieżne
PREDEF
: TNC wykorzystuje wartość z wiersza
GLOBAL DEF
Głębokość
Q201 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – dno czopu.
Zakres wprowadzenia -99999,9999 do 99999,9999
Głębokość wcięcia
Q202 (przyrostowo): wymiar,
o jaki narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0. Zakres
wprowadzenia 0 do 99999,9999
Posuw wcięcia na głębokość
Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FMAX, FAUTO, FU, FZ