Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 285
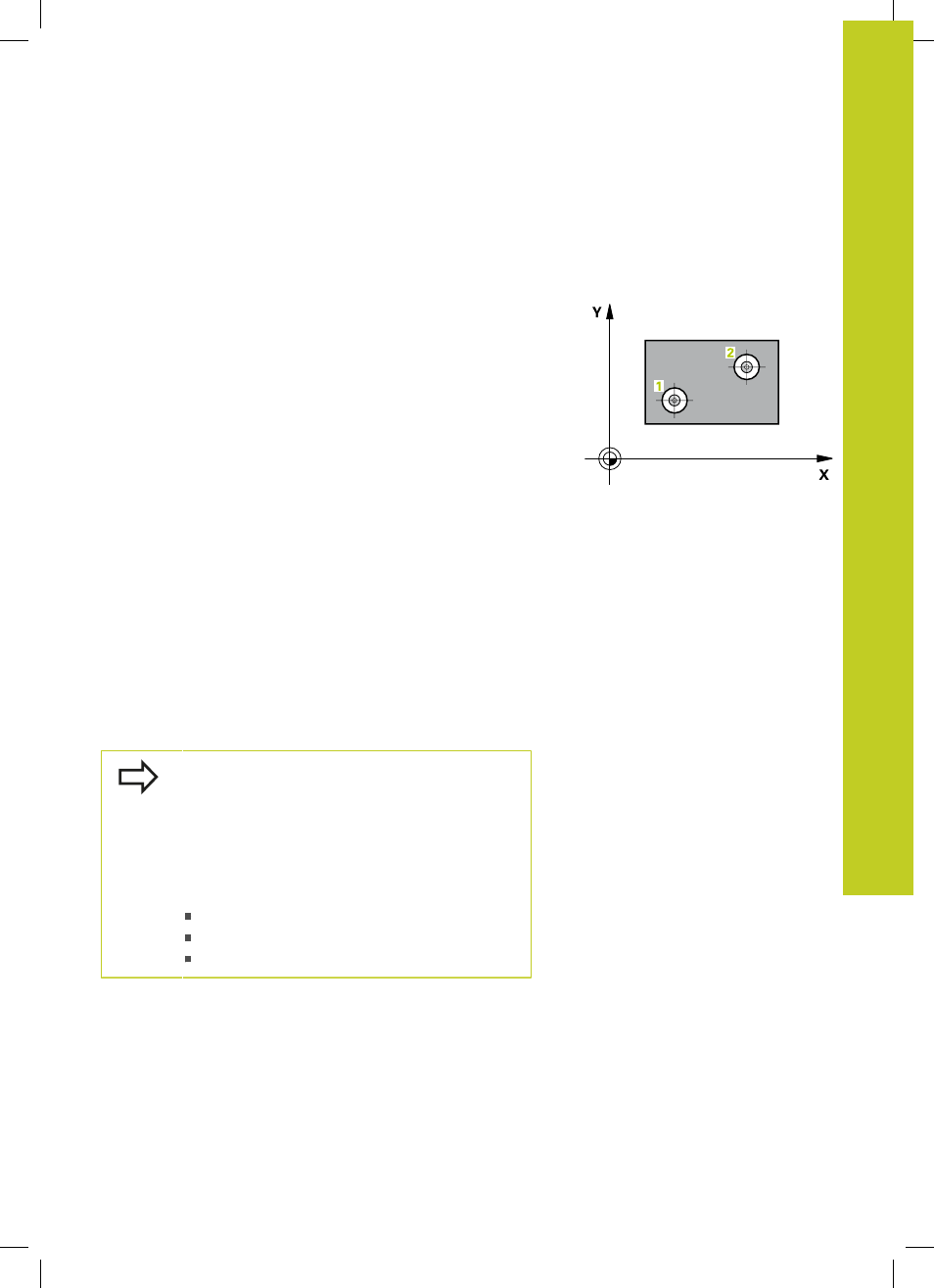
OBROT BAZOWY poprzez dwa odwierty (cykl 401, DIN/ISO: G401) 14.3
14
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
285
14.3
OBROT BAZOWY poprzez dwa
odwierty (cykl 401, DIN/ISO: G401)
Przebieg cyklu
Cykl sondy pomiarowej 401 rejestruje dwa punkty środkowe
dwóch odwiertów. Następnie TNC oblicza kąt pomiędzy osią
główną płaszczyzny obróbki i prostą łączącą punktów środkowych
odwiertów. Poprzez funkcję Obrót podstawowy TNC kompensuje
obliczoną wartość. Alternatywnie można kompensować
zarejestrowane ukośne położenie także poprzez obrót stołu
okrągłego.
1 TNC pozycjonuje sondę na biegu szybkim (wartość z kolumny
FMAX
) oraz z logiką pozycjonowania (patrz "Odpracowywanie
cykli układu pomiarowego", Strona 276) na zapisany punkt
środkowy pierwszego odwiertu
1
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i rejestruje poprzez czterokrotne
próbkowanie pierwszy punkt środkowy odwiertu
3 Następnie sonda pomiarowa powraca na bezpieczną wysokość i
pozycjonuje na wprowadzony punkt środkowy drugiego
odwiertu
2
4 TNC przemieszcza sondę pomiarową na wprowadzoną
wysokość pomiaru i rejestruje poprzez czterokrotne
próbkowanie drugi punkt środkowy odwiertu
5 TNC pozycjonuje sondę pomiarową z powrotem na bezpieczną
wysokość i przeprowadza ustalony obrót podstawowy
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
TNC resetuje aktywny obrót podstawowy na
początku cyklu.
Jeśli chcemy kompensować ukośne położenie
wykorzystując obrót stołu okrągłego, to TNC używa
wówczas automatycznie następujących osi obrotu.
C dla osi narzędzi Z
B dla osi narzędzi Y
A dla osi narzędzia X