Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 333
PUNKT ODNIESIENIA NAROZE ZEWNATRZ (cykl 414, DIN/
ISO: G414)
15.8
15
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
333
Proszę uwzględnić przy programowaniu!
Uwaga niebezpieczeństwo kolizji!
Jeśli przy pomocy cyklu sondy pomiarowej
wyznaczamy punkt odniesienia (Q303 = 0) i
dodatkowo wykorzystujemy próbkowanie osi TS
(Q381 = 1), to transformacja współrzędnych nie
może być aktywna.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
TNC mierzy pierwszą prostą zawsze w kierunku osi
pomocniczej płaszczyzny obróbki.
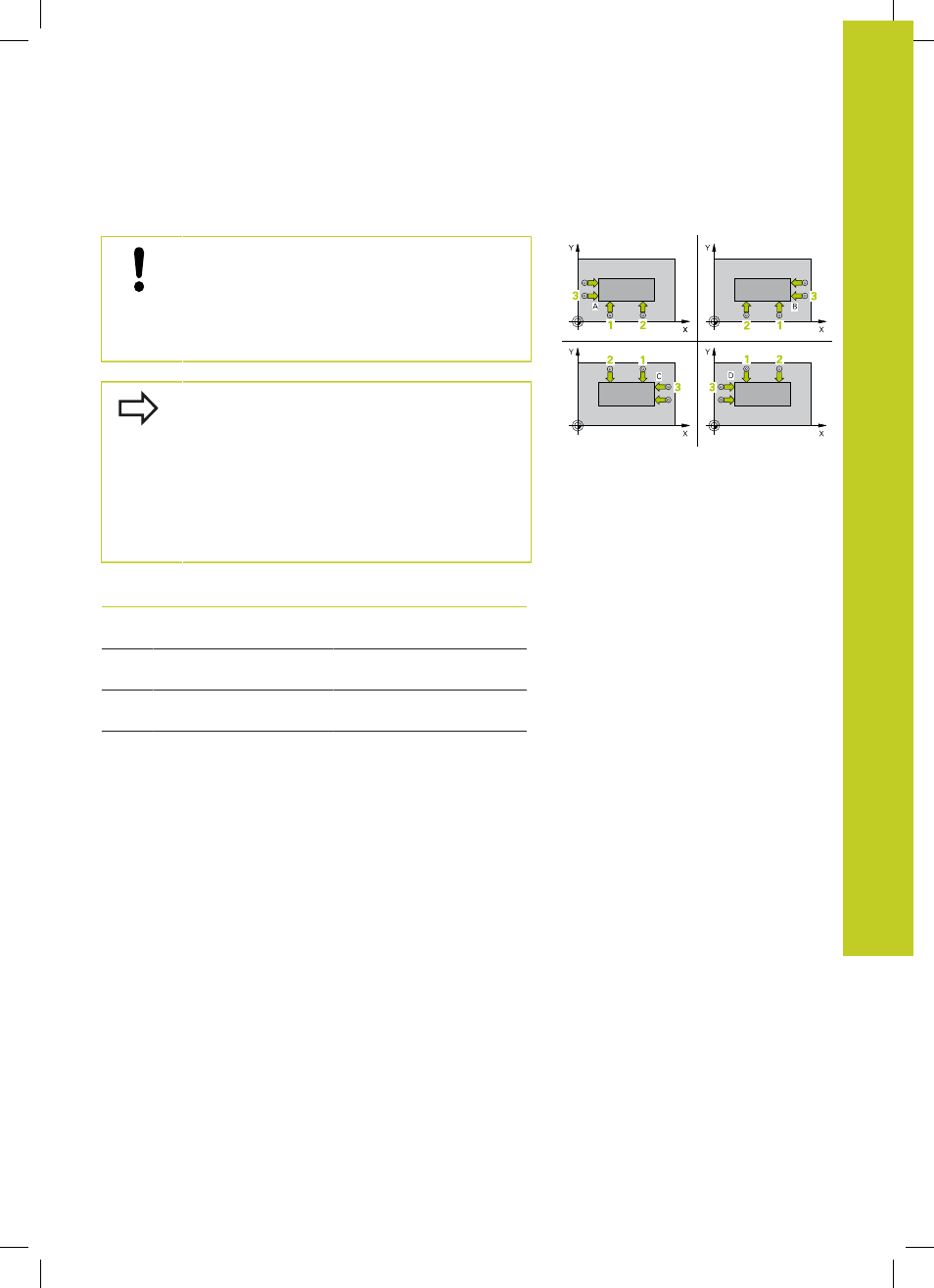
Poprzez położenie punktów pomiarowych
1
i
3
określamy to naroże, na którym TNC wyznacza punkt
odniesienia (patrz rysunek po prawej na środku i
poniższa tabela).
Naroże Współrzędna X
Współrzędna Y
A
Punkt
1
większy od
punktu
3
Punkt
1
mniejszy od
punktu
3
B
Punkt
1
mniejszy od
punktu
3
Punkt
1
mniejszy od
punktu
3
C
Punkt
1
mniejszy od
punktu
3
Punkt
1
większy od
punktu
3
D
Punkt
1
większy od
punktu
3
Punkt
1
większy od
punktu
3