Parametry cyklu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 334
Cykle układu pomiarowego: automatyczne ustalanie punktów
odniesienia
15.8 PUNKT ODNIESIENIA NAROZE ZEWNATRZ (cykl 414, DIN/
ISO: G414)
15
334
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
Parametry cyklu
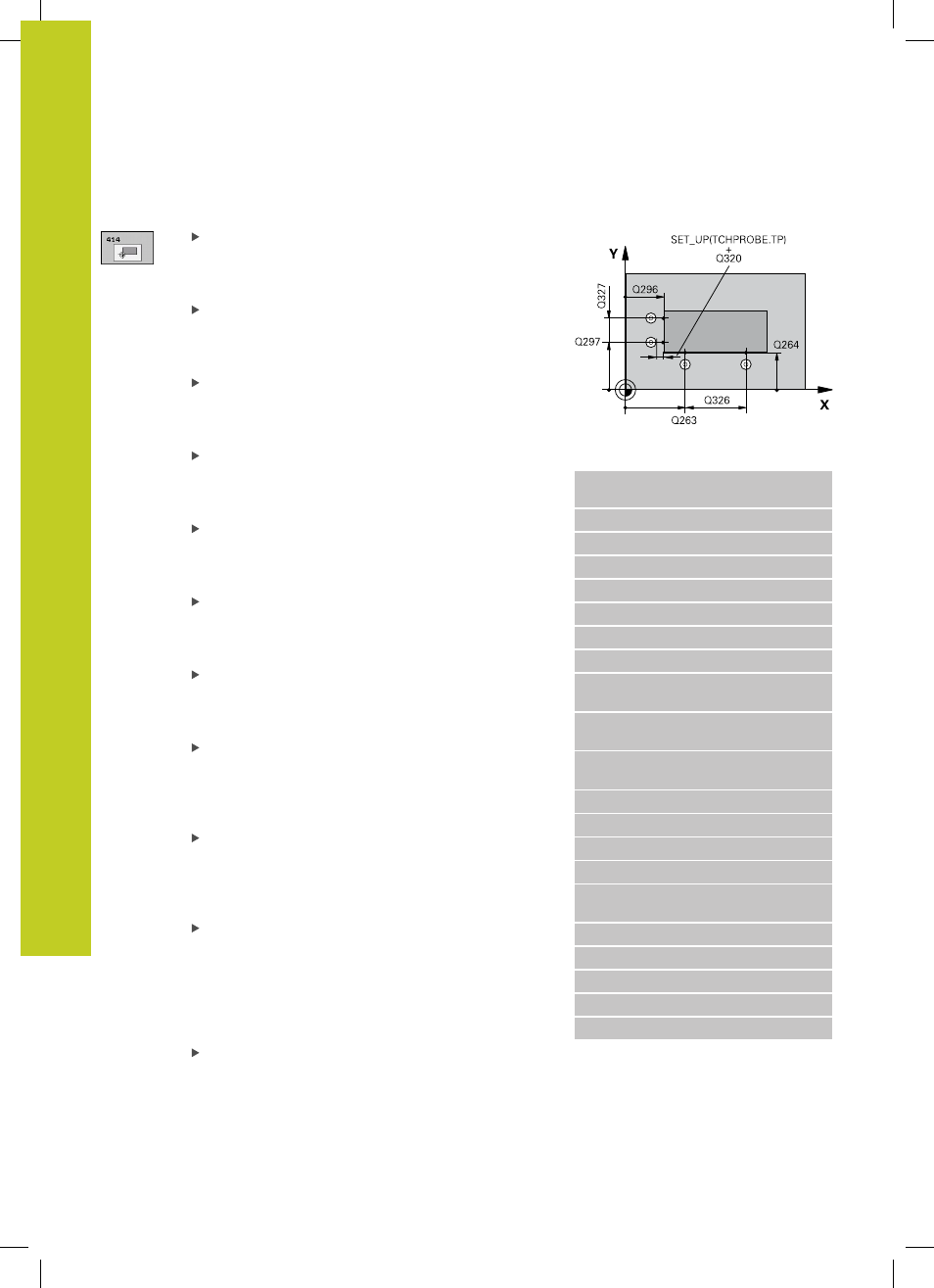
1. punkt pomiaru 1. osi
Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
1. punkt pomiaru 2. osi
Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania
na osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
Odległość 1. osi
Q326 (przyrostowo): odległość
pomiędzy pierwszym i drugim punktem pomiarowym
na osi głównej płaszczyzny obróbki. Zakres
wprowadzenia 0 do 99999,9999
3. punkt pomiaru 1. osi
Q296 (absolutnie):
współrzędna trzeciego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
3. punkt pomiaru 2. osi
Q297 (absolutnie):
współrzędna trzeciego punktu próbkowania na
osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
Odległość 2. osi
Q327 (przyrostowo): odległość
pomiędzy trzecim i czwartym punktem pomiarowym
na osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia 0 do 99999,9999
Wysokość pomiaru w osi sondy
Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999,9999 do 99999,9999
Bezpieczna wysokość
Q320 (przyrostowo):
dodatkowy odstęp pomiędzy punktem pomiaru i
kulką sondy pomiarowej. Q320 działa addytywnie
do SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999,9999
Bezpieczna wysokość
Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999,9999 do 99999,9999
Przejazd na bezpieczną wysokość
Q301: określić,
jak układ pomiarowy ma przemieszczać się
pomiędzy punktami pomiarowymi:
0
: pomiędzy punktami pomiarowymi przejazd na
wysokość pomiaru
1
: pomiędzy punktami pomiarowymi przejazd na
bezpieczną wysokość
Wykonanie obrotu od podstawy
Q304: określić,
czy TNC ma kompensować ukośne położenie
obrabianego przedmiotu poprzez obrót:
0
: nie wykonywać obrotu podstawy
1
: wykonać obrót podstawy
NC-wiersze
5 TCH PROBE 414 PKT.ODN. NAROŻE
WEWN.
Q263=+37
;1. PUNKT 1. OSI
Q264=+7
;1. PUNKT 2. OSI
Q326=50
;ODSTĘP 1. OSI
Q296=+95
;3. PUNKT 1. OSI
Q297=+25
;3. PUNKT 2. OSI
Q327=45
;ODSTĘP 2. OSI
Q261=-5
;WYSOKOŚĆ POMIARU
Q320=0
;BEZPIECZNA
WYSOKOŚĆ
Q260=+20
;BEZPIECZNA
WYSOKOŚĆ
Q301=0
;PRZEJAZD NA
B.WYSOKOŚĆ
Q304=0
;OBRÓT PODSTAWY
Q305=7
;NR. W TABELI
Q331=+0
;PUNKT ODNIESIENIA
Q332=+0
;PUNKT ODNIESIENIA
Q303=+1
;PRZEKAZ WARTOŚCI
POMIARU
Q381=1
;PRÓBKOWANIE TS-OŚ
Q382=+85
;1. WSPŁ. DLA OSI TS
Q383=+50
;2. WSPŁ. DLA OSI TS
Q384=+0
;3. WSPŁ. DLA OSI TS
Q333=+1
;PUNKT ODNIESIENIA