2 kontur (cykl 14, din/iso: g37), Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 170: Kontur (cykl 14, din/iso: g37)
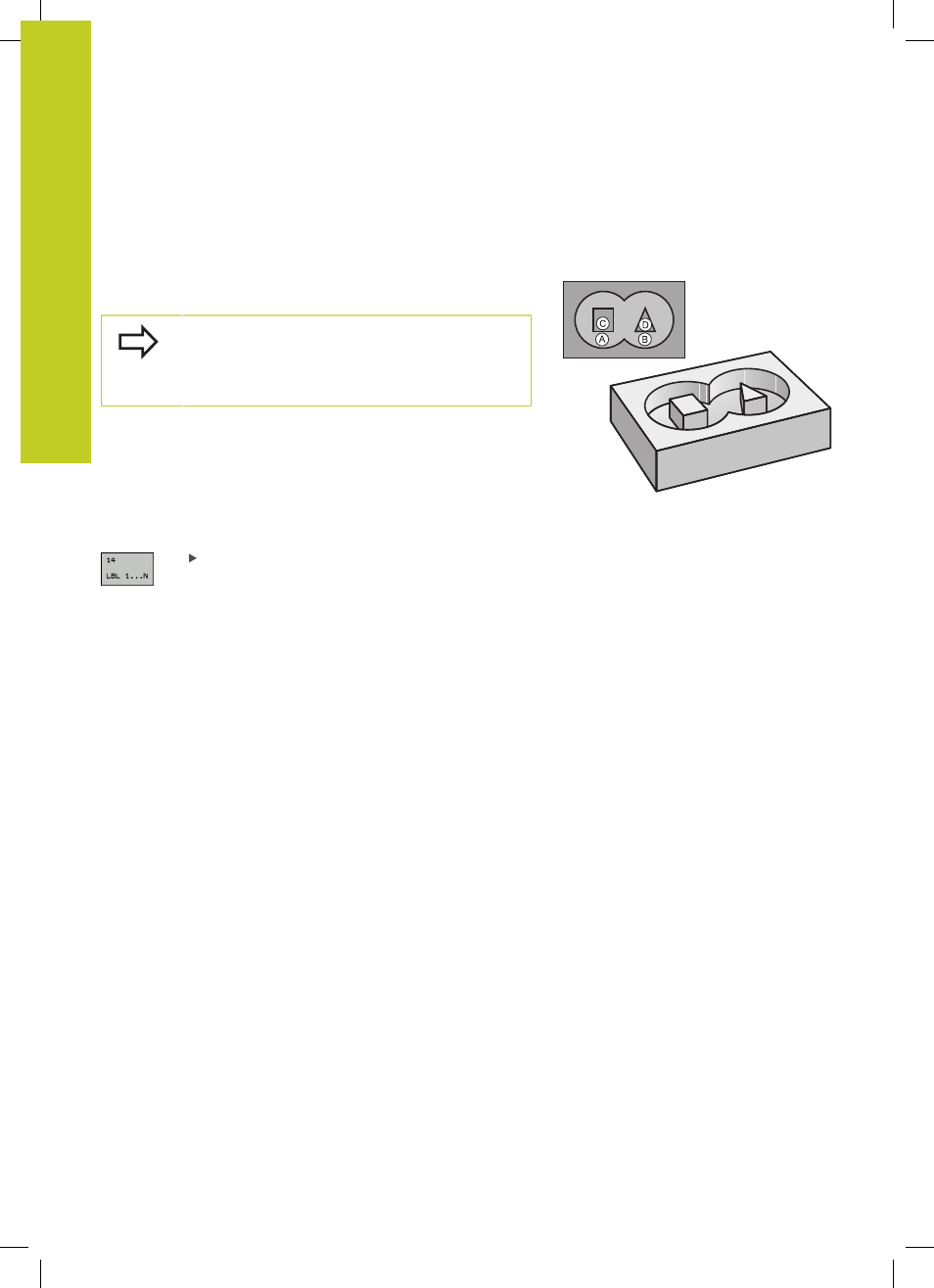
Cykle obróbkowe: kieszeń konturu
7.2
KONTUR (cykl 14, DIN/ISO: G37)
7
170
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
7.2
KONTUR (cykl 14, DIN/ISO: G37)
Proszę uwzględnić przy programowaniu!
W cyklu 14 KONTUR wyszczególnia się wszystkie podprogramy,
które mają być przeniesione do jednego ogólnego konturu.
Cykl 14 jest DEF-aktywny, to znaczy od jego definicji
działa on w programie.
W cyklu 14 można wyszczególnić maksymalnie 12
podprogramów (podkonturów).
Parametry cyklu
Numery znaczników dla konturu
: wprowadzić
wszystkie numery znaczników pojedyńczych
podprogramów, które mają być przeniesione
do jednego konturu. każdy numer potwierdzić
przyciskiem ENT i wprowadzanie danych
zakończyć przyciskiem END. Zapis do 12
numerów podprogramów włącznie, od 1 do 254