Parametry cyklu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 373
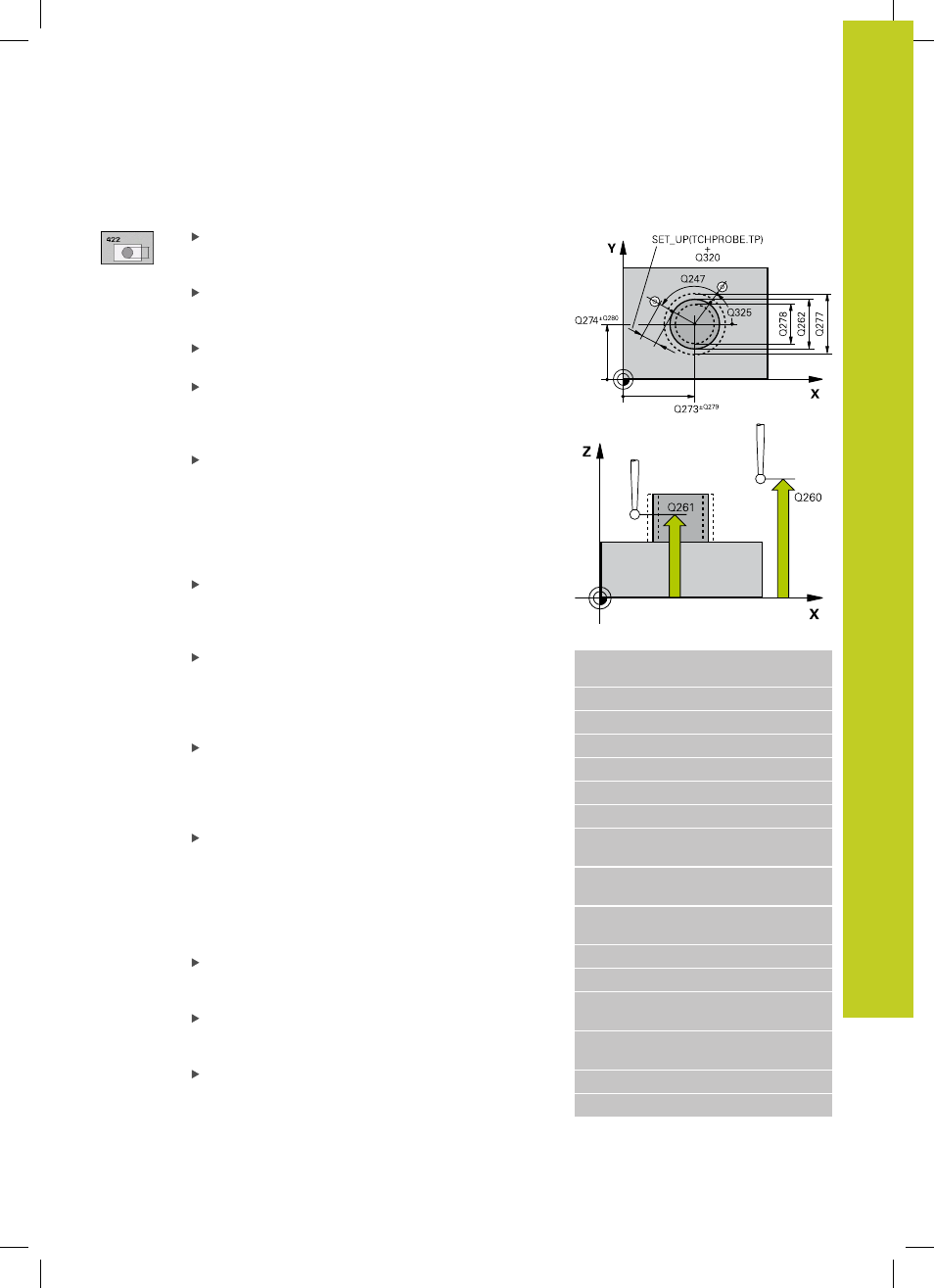
POMIAR OKREGU ZEWNATRZ (cykl 422, DIN/ISO: G422) 16.6
16
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
373
Parametry cyklu
Środek 1-szej osi
Q273 (absolutnie): środek
czopu w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
Środek 2-giej osi
Q274 (absolutny): środek czopu
w osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999,9999 do 99999,9999
Srednica zadana
Q262: zapisać średnicę czopu.
Zakres wprowadzenia 0 do 99999,9999
Kąt startu
Q325 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania. Zakres wprowadzenia -360,000 do
360,0000
Krok kąta
Q247 (przyrostowo): kąt pomiędzy
dwoma punktami pomiarowymi, znak liczby kroku
kąta określa kierunek obróbki (- = w kierunku ruchu
wskazówek zegara). Jeśli chcemy dokonać pomiaru
łuków kołowych, to proszę zaprogramować krok
kąta mniejszym od 90°. Zakres wprowadzenia
-120,0000 do 120,0000
Wysokość pomiaru w osi sondy
Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
Bezpieczna wysokość
Q320 (przyrostowo):
dodatkowy odstęp pomiędzy punktem pomiaru i
kulką sondy pomiarowej. Q320 działa addytywnie
do SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999,9999
Bezpieczna wysokość
Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999.9999 do 99999,9999
Przejazd na bezpieczną wysokość
Q301: określić,
jak układ pomiarowy ma przemieszczać się
pomiędzy punktami pomiarowymi:
0
: pomiędzy punktami pomiarowymi przejazd na
wysokość pomiaru
1
: pomiędzy punktami pomiarowymi przejazd na
bezpieczną wysokość
Największy wymiar czopu
Q277: największa
dozwolona średnica czopu. Zakres wprowadzenia 0
do 99999,9999
Najmniejszy wymiar czopu
Q278: najmniejsza
dozwolona średnica czopu. Zakres wprowadzenia 0
do 99999,9999
Wartość tolerancji środek 1-szej osi
Q279:
dozwolone odchylenie położenia na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia 0 do
99999,9999
NC-wiersze
5 TCH PROBE 422 POMIAR OKRĘGU
ZEWN.
Q273=+50
;ŚRODEK 1. OSI
Q274=+50
;ŚRODEK 2. OSI
Q262=75
;ZADANA ŚREDNICA
Q325=+90
;KĄT STARTU
Q247=+30
;INKREMENTACJA KĄTA
Q261=-5
;WYSOKOŚĆ POMIARU
Q320=0
;BEZPIECZNA
WYSOKOŚĆ
Q260=+10
;BEZPIECZNA
WYSOKOŚĆ
Q301=0
;PRZEJAZD NA
B.WYSOKOŚĆ
Q275=35,12
;NAJWIĘKSZY WYMIAR
Q276=34,9
;NAJMNIEJSZY WYMIAR
Q279=0,05
;TOLERANCJA 1.
ŚRODKA
Q280=0,05
;TOLERANCJA 2.
ŚRODKA
Q281=1
;PROTOKÓŁ POMIARU
Q309=0
;PGM-STOP JEŚLI BŁĄD