6 pomiar okregu zewnatrz (cykl 422, din/iso: g422), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 372: Pomiar okregu zewnatrz (cykl 422, din/iso: g422)
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
16.6 POMIAR OKREGU ZEWNATRZ (cykl 422, DIN/ISO: G422)
16
372
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
16.6
POMIAR OKREGU ZEWNATRZ (cykl
422, DIN/ISO: G422)
Przebieg cyklu
Cykl sondy pomiarowej 422 ustala punkt środkowy i średnicę czopu
okrągłego. Jeśli operator zdefiniuje odpowiednie wartości tolerancji
w cyklu, to TNC przeprowadza porównanie wartości zadanej
i rzeczywistej oraz zapamiętuje te odchylenia w parametrach
systemowych.
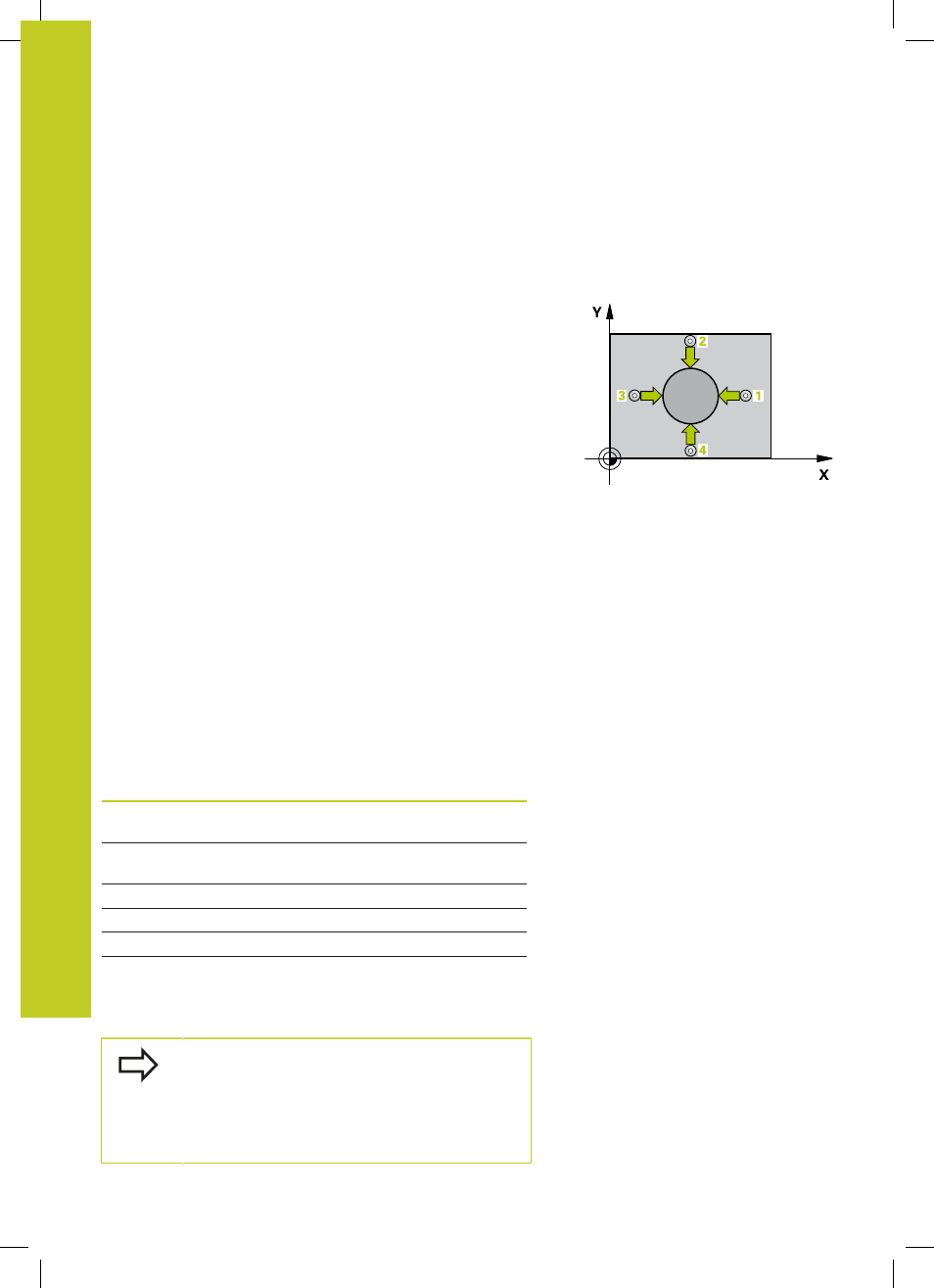
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", Strona 276) na
punkt próbkowania
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odstępu bezpieczeństwa z kolumny SET_UP
tabeli sond pomiarowych
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację
próbkowania z posuwem próbkowania (kolumna F). TNC
określa kierunek próbkowania automatycznie w zależności od
zaprogramowanego kąta startu
3 Następnie sonda pomiarowa przemieszcza się kołowo, albo
na wysokość pomiaru albo na bezpieczną wysokość, do
następnego punktu próbkowania
2
i przeprowadza tam drugą
operację próbkowania
4 TNC pozycjonuje sondę pomiarową do punktu próbkowania
3
a
następnie do punktu próbkowania
4
oraz wykonuje tam trzecią i
czwartą operację próbkowania
5 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje wartości rzeczywiste oraz
odchylenia w następujących Q-parametrach:
Numer parametru
Znaczenie
Q151
Wartość rzeczywista środek oś
główna
Q152
Wartość rzeczywista środek oś
pomocnicza
Q153
Wartość rzeczywista średnica
Q161
Odchylenie środek oś główna
Q162
Odchylenie środek oś pomocnicza
Q163
Odchylenie średnica
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Im mniejszym programujemy krok kąta, tym
niedokładniej TNC oblicza wymiary czopu.
Najmniejsza wartość wprowadzenia: 5°.