11 pomiar wspołrzednej (cykl 427, din/iso: g427), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 388: Pomiar wspołrzednej (cykl 427, din/iso: g427)
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
16.11 POMIAR WSPOŁRZEDNEJ (cykl 427, DIN/ISO: G427)
16
388
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
16.11 POMIAR WSPOŁRZEDNEJ (cykl 427,
DIN/ISO: G427)
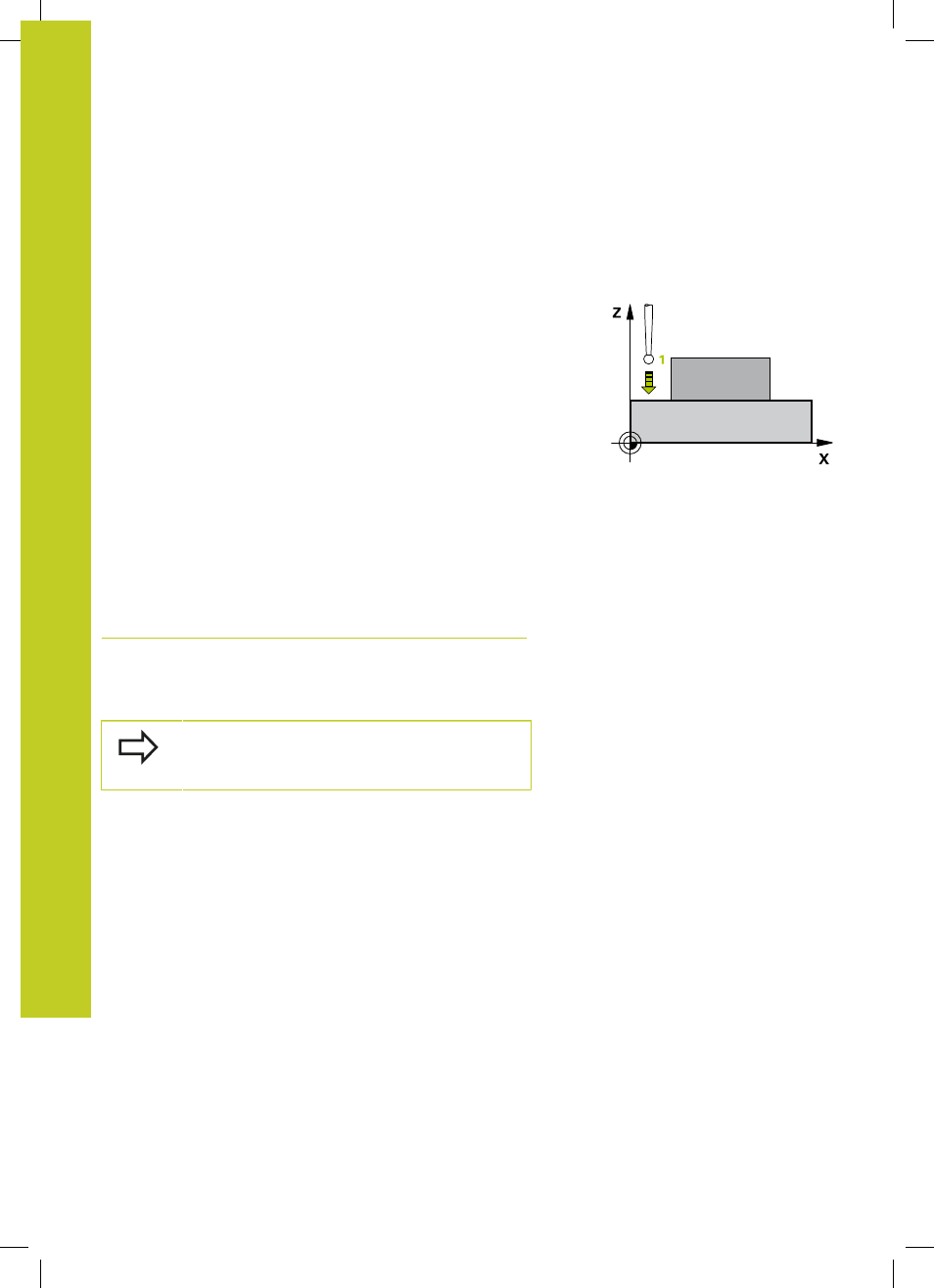
Przebieg cyklu
Cykl sondy pomiarowej 427 ustala współrzędną w wybieralnej osi
i odkłada tę wartość w parametrze systemowym. Jeśli operator
zdefiniuje odpowiednie wartości tolerancji w cyklu, to TNC
przeprowadza porównanie wartoci zadanych i rzeczywistych oraz
odkłada odchylenia w parametrach systemowych.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", Strona 276)
na punkt próbkowania
1
. TNC przesuwa przy tym sondę
pomiarową o odstęp bezpieczeństwa w kierunku przeciwnym do
ustalonego kierunku przemieszczenia
2 Potem TNC pozycjonuje sondę na płaszczyźnie obróbki
na wprowadzony punkt pomiarowy
1
mierzy tam wartość
rzeczywistą na wybranej osi
3 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje ustaloną współrzędną w
następującym Q-parametrze:
Numer parametru
Znaczenie
Q160
Zmierzona współrzędna
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.