5 odbicie lustrzane (cykl 8, din/iso: g28), Działanie, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 242: Parametry cyklu, Odbicie lustrzane (cykl 8, din/iso: g28)
Cykle: przekształcenia współrzędnych
11.5 ODBICIE LUSTRZANE (cykl 8, DIN/ISO: G28)
11
242
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
11.5
ODBICIE LUSTRZANE (cykl 8, DIN/ISO:
G28)
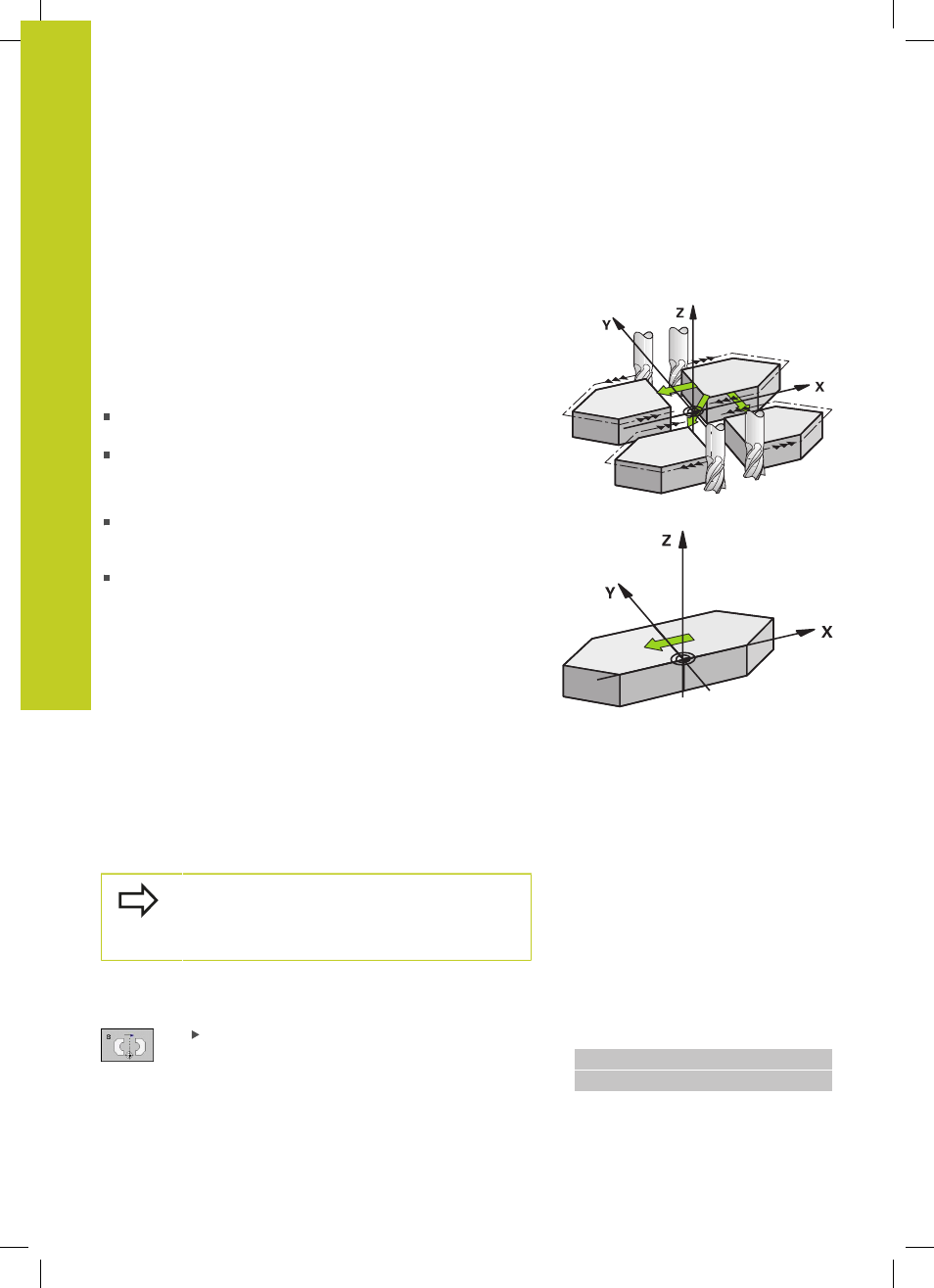
Działanie
TNC może wypełniać obróbkę na płaszczyźnie obróbki z odbiciem
lustrzanym.
Odbicie lustrzane działa w programie od jego zdefiniowania.
Działa on także w rodzaju pracy Pozycjonowanie z ręcznym
wprowadzaniem danych. TNC pokazuje w dodatkowym wskazaniu
stanu aktywne osie odbicia lustrzanego.
Jeśli tylko jedna oś ma być poddana odbiciu lustrzanemu,
zmienia się kierunek obiegu narzędzia. Nie dotyczy to cykli SL.
Jeśli dwie osie zostają poddane odbiciu lustrzanemu, kierunek
obiegu narzędzia pozostaje nie zmieniony.
Rezultat odbicia lustrzanego zależy od położenia punktu zerowego:
Punkt zerowy leży na poddawanym odbiciu konturze: element
zostaje poddany odbiciu lustrzanemu bezpośrednio w punkcie
zerowym;
Punkt zerowy leży poza konturem: element przesuwa się
dodatkowo;
Zresetować
Zaprogramować cykl ODBICIE LUSTRZANE z wprowadzeniem NO
ENT.
Proszę uwzględnić przy programowaniu!
Jeśli odbijamy tylko jedną oś, to zmienia się kierunek
obiegu w cyklach frezowania z numerem 2xx.
Wyjątek: cykl 208, w którym zostaje zachowany
kierunek ruchu obiegowego zdefiniowany w cyklu.
Parametry cyklu
Odbita oś?
: zapisać osie, które mają zostać odbite,
można dokonywać odbicia lustrzanego wszystkich
osi – łącznie z osiami obrotu – za wyjątkiem
osi wrzeciona i przynależnej osi pomocniczej.
Dozwolone jest wprowadzenie maksymalnie trzech
osi. Zakres wprowadzenia do 3 osi NC włącznie X,
Y
, Z, U, V, W, A, B, C
NC-wiersze
79 CYCL DEF 8.0 ODBICIE LUSTRZANE
80 CYCL DEF 8.1 X Y Z