Parametry cyklu – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Instrukcja Obsługi
Strona 175
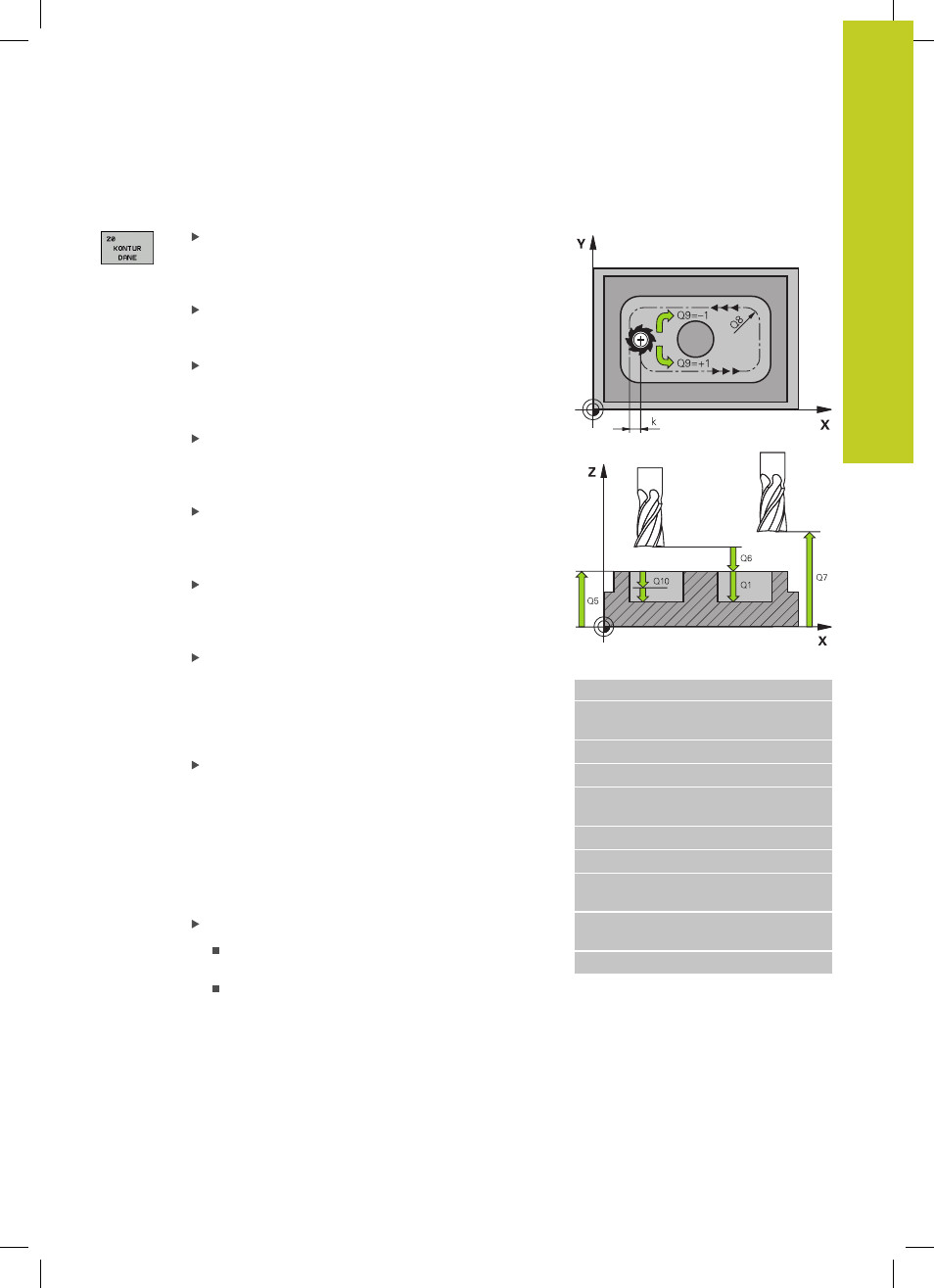
DANE KONTURU (cykl 20, DIN/ISO: G120)
7.4
7
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 11/2013
175
Parametry cyklu
Głębokość frezowania
Q1 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – dno
kieszeni. Zakres wprowadzenia -99999,9999 do
99999,9999
Nakładanie się torów
Współczynnik Q2: Q2 x
promień narzędzia daje wartość bocznego dosuwu
k. Zakres wprowadzenia -0,0001 bis 1,9999
Naddatek na obróbkę wykańczającą z boku
Q3
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
Naddatek na obróbkę wykańczającą dna
Q4
(przyrostowo): naddatek na obróbkę wykańczającą
dna. Zakres wprowadzenia -99999,9999 do
99999,9999
Współrzędna powierzchni obrabianego
przedmiotu
Q5 (absolutnie): absolutna współrzędna
powierzchni obrabianego przedmiotu. Zakres
wprowadzenia -99999,9999 do 99999,9999
Bezpieczna wysokość
Q6 (przyrostowo): odstęp
pomiędzy powierzchnią czołową narzędzia i
powierzchnią obrabianego przedmiotu. Zakres
wprowadzenia 0 do 99999.9999
Bezpieczna wysokość
Q7 (absolutnie):
bezwzględna wysokość, na której nie może
dojść do kolizji z obrabianym przedmiotem (dla
pozycjonowania pośredniego i powrotu na końcu
cyklu). Zakres wprowadzenia -99999,9999 do
99999,9999
Promień zaokrąglenia wewnętrznego
Q8:
promień zaokrąglenia na wewnętrznych „narożach“;
wprowadzona wartość odnosi się do toru punktu
środkowego narzędzia i jest wykorzystywana
dla obliczania płynniejszego przemieszczenia
pomiędzy elementami konturu.
Q8 to nie promień,
wstawiany przez TNC jako oddzielny element
konturu pomiędzy programowanymi elementami!
Zakres wprowadzenia 0 bis 99999.9999
Kierunek obrotu?
Q9: kierunek obróbki dla kieszeni
Q9 = -1 ruch przeciwbieżny dla kieszeni i
wysepki
Q9 = +1 ruch współbieżny dla kieszeni i wysepki
Można sprawdzać parametry obróbki przy zatrzymaniu programu i w
razie potrzeby je przepisywać innymi.
NC-wiersze
57 CYCL DEF 20 DANE KONTURU
Q1=-20
;GŁĘBOKOŚĆ
FREZOWANIA
Q2=1
;NAKŁADANIE TORÓW
Q3=+0.2
;NADDATEK Z BOKU
Q4=+0.1
;NADDATEK NA
GŁĘBOKOŚĆ
Q5=+30
;WSPŁ. POWIERZCHNI
Q6=2
;BEZPIECZNY ODSTĘP
Q7=+80
;BEZPIECZNA
WYSOKOŚĆ
Q8=0.5
;PROMIEŃ
ZAOKRĄGLENIA
Q9=+1
;KIERUNEK OBROTU