Przebieg cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 403
HEIDENHAIN TNC 320
403
16.12 POMIAR OKREGU ODWIERT
O
W (cykl
430, DIN/ISO: G430)
16.12 POMIAR OKREGU
ODWIERTOW (cykl 430,
DIN/ISO: G430)
Przebieg cyklu
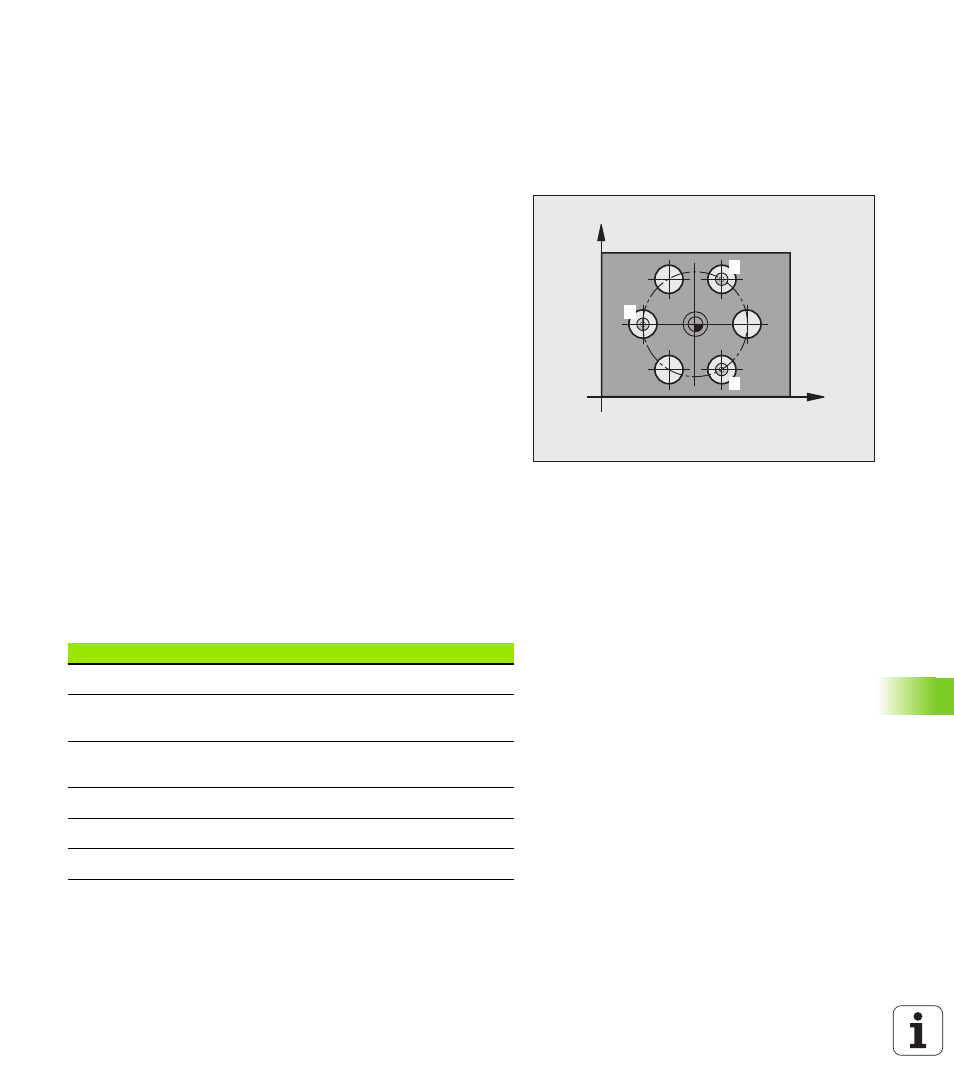
Cykl sondy pomiarowej 430 ustala punkt środkowy i średnicę okręgu
odwiertów poprzez pomiar trzech odwiertów. Jeśli operator zdefiniuje
odpowiednie wartości tolerancji w cyklu, to TNC przeprowadza
porównanie wartości zadanej i rzeczywistej oraz zapamiętuje to
odchylenie w parametrach systemowych.
1 TNC pozycjonuje sondę na biegu szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 285) na zadany punkt środkowy
pierwszego odwiertu
1
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i rejestruje poprzez czterokrotne próbkowanie
pierwszy punkt środkowy odwiertu
3 Następnie sonda pomiarowa powraca na bezpieczną wysokość i
pozycjonuje na wprowadzony punkt środkowy drugiego odwiertu
2
4 TNC przemieszcza sondę pomiarową na wprowadzoną wysokość
pomiaru i rejestruje poprzez czterokrotne próbkowanie drugi punkt
środkowy odwiertu
5 Następnie sonda pomiarowa powraca na bezpieczną wysokość i
pozycjonuje na wprowadzony punkt środkowy trzeciego odwiertu
3
6 TNC przemieszcza sondę pomiarową na wprowadzoną wysokość
pomiaru i rejestruje poprzez czterokrotne próbkowanie trzeci punkt
środkowy odwiertu
7 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje wartości rzeczywiste oraz
odchylenia w następujących Q-parametrach:
X
Y
1
2
3
Numer parametru
Znaczenie
Q151 Wartość rzeczywista środek oś główna
Q152
Wartość rzeczywista środek oś
pomocnicza
Q153
Wartość rzeczywista średnica okręgu
odwiertów
Q161
Odchylenie środek oś główna
Q162
Odchylenie środek oś pomocnicza
Q163
Odchylenie średnica okręgu odwiertów