HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 363
HEIDENHAIN TNC 320
363
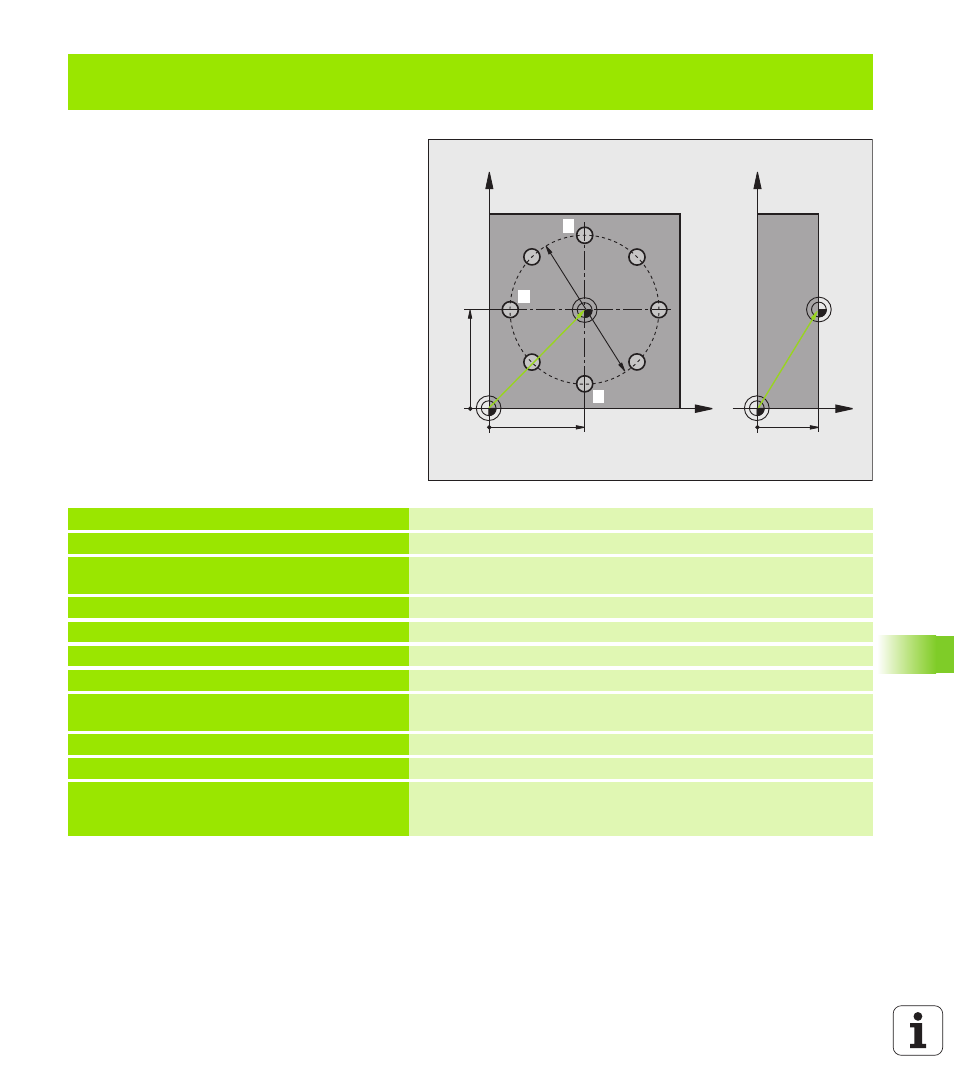
15.13 PUNKT ODNIESIENIA POJED.
OS (cykl 419, DIN/ISO: G419)
Przykład: wyznaczenie punktu odniesienia górna krawędź obrabianego przedmiotu i
środek okręgu odwiertów
Zmierzony punkt środkowy okręgu odwiertów ma
zostać zapisany dla późniejszego wykorzystania w
Preset-tabeli.
0 BEGIN PGM CYC416 MM
1 TOOL CALL 69 Z
Wywołać narzędzie 0 dla określenia osi sondy pomiarowej
2 TCH PROBE 417 PKT.ODN. OŚ SONDY
Definicja cyklu dla wyznaczenia punktu odniesienia w osi sondy
pomiarowej
Q263=+7.5 ;1. PUNKT 1. OSI
Punkt próbkowania: X-współrzędna
Q264=+7,5 ;1. PUNKT 2. OSI
Punkt próbkowania: Y-współrzędna
Q294=+25 ;1. PUNKT 3. OSI
Punkt próbkowania: Z-współrzędna
Q320=0
;ODSTĘP BEZPIECZEŃSTWA
Odstęp bezpieczeństwa dodatkowo do kolumny SET_UP
Q260=+50 ;BEZPIECZNA WYSOKOŚĆ
Wysokość, na której oś sondy pomiarowej może przemieszczać się
bezkolizyjnie
Q305=1
;NR W TABELI
Zapisać współrzędną Z w wierszu 1
Q333=+0 ;PUNKT ODNIESIENIA
Ustawienie osi sondy pomiarowej na 0
Q303=+1 ;TRANSFER WARTOŚCI
POMIARU
Zapisać do pamięci obliczony punkt odniesienia w odniesieniu do
stałego układu współrzędnych maszyny (REF-układ) do tabeli preset
PRESET.PR
X
Y
35
35
50
Z
Y
20
1
2
3