Przebieg cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 202
202
Cykle obróbkowe: powierzchnia boczna cylindra
8.3 POWIERZCHNIA BOCZNA CYLINDRA
frezowanie rowków (cykl 28,
DIN/ISO: G128, opcja-sof
tware 1)
8.3 POWIERZCHNIA BOCZNA
CYLINDRA frezowanie rowków
(cykl 28, DIN/ISO: G128,
opcja-software 1)
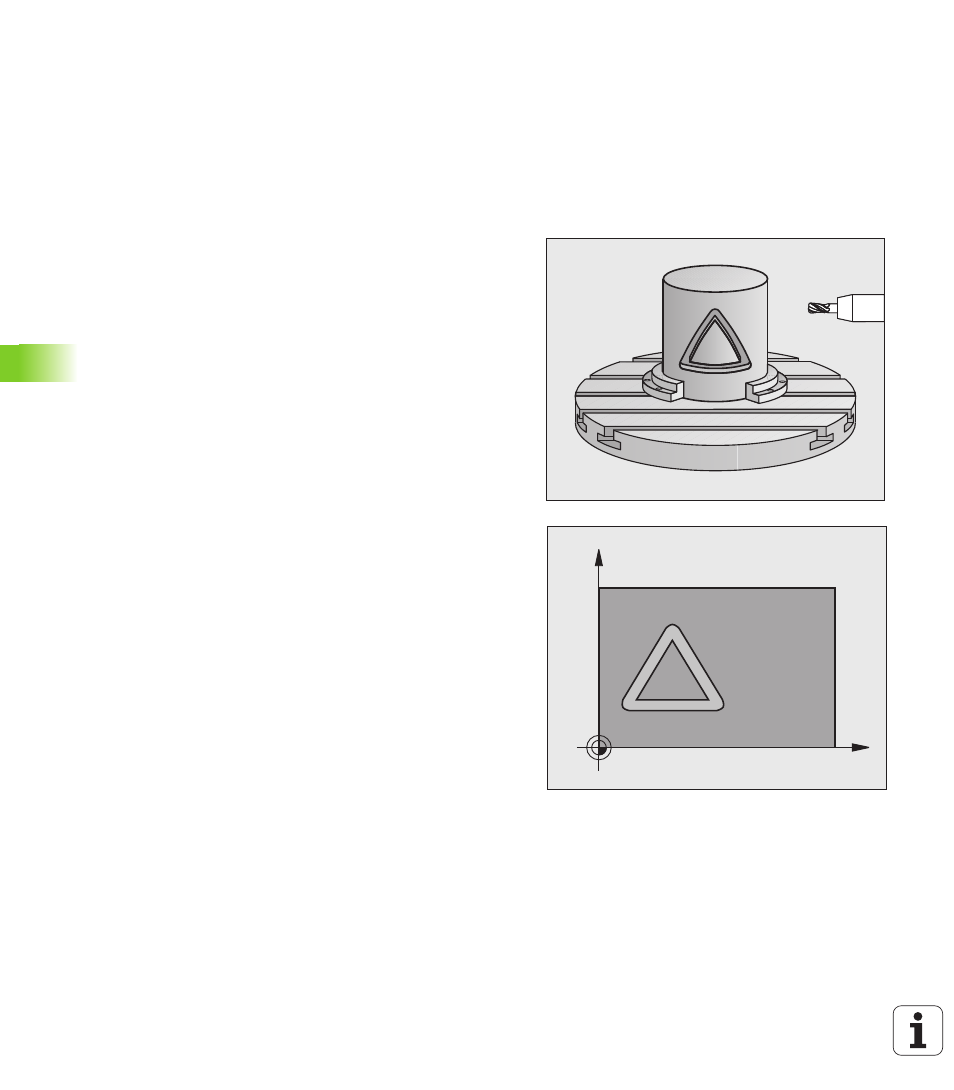
Przebieg cyklu
Przy pomocy tego cyklu można przenieść zdefiniowany na
rozwiniętym materiale rowek prowadzący na osłonę cylindra. W
przeciwieństwie do cyklu 27, TNC tak ustawia narzędzie przy tym
cyklu, że ścianki przy aktywnej korekcji promienia przebiegają prawie
równolegle do siebie. Dokładnie równolegle do siebie przebiegające
ścianki otrzymujemy wówczas, kiedy używamy narzędzia, dokładnie
tak dużego jak szerokość rowka.
Im mniejszym jest narzędzie w stosunku do szerokości rowka, tym
większe powstaną zniekształcenia w przypadku torów kołowych i
ukośnych prostych. Dla zminimalizowania tych uwarunkowanych
przemieszczeniem zniekształceń, można w parametrze Q21
zdefiniować tolerancję, przy pomocy której wytwarzany rowek zostaje
przybliżony przez TNC do rowka, wytworzonego narzędziem o
średnicy odpowiadającej szerokości rowka.
Proszę zaprogramować tor punktu środkowego konturu z podaniem
korekcji promienia narzędzia. Poprzez korekcję promienia określa się,
czy TNC wytworzy rowek ruchem współbieżnym czy też
przeciwbieżnym.
1 TNC pozycjonuje narzędzie nad punktem wcięcia
2 Na pierwszej głębokości dosuwu narzędzie frezuje z posuwem
frezowania Q12 kontur wzdłuż ścianki rowk ; przy tym zostaje
uwzględniony naddatek na obróbkę wykańczającą z boku
3 Przy końcu konturu TNC przesuwa narzędzie do leżącej na
przeciw ścianki rowka i powraca do punktu wcięcia
4 Kroki od 2 do 3 powtarzają się, aż zostanie osiągnięta
zaprogramowana głębokość frezowania Q1
5 Kiedy zdefinowana zostanie tolerancja Q21, wówczas TNC
wykonuje dopracowanie, aby otrzymać możliwie równoległe
ścianki rowka.
6 Na koniec narzędzie przemieszcza się w osi narzędzi z powrotem
na bezpieczną wysokość lub na zaprogramowaną w cyklu pozycję
C
Z