9 linia konturu (cykl 25, din/iso: g125), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 188
188
Cykle obróbkowe: kieszeń konturu
7.9 LINIA KONTURU (cykl 25, DIN/ISO: G125)
7.9 LINIA KONTURU (cykl 25,
DIN/ISO: G125)
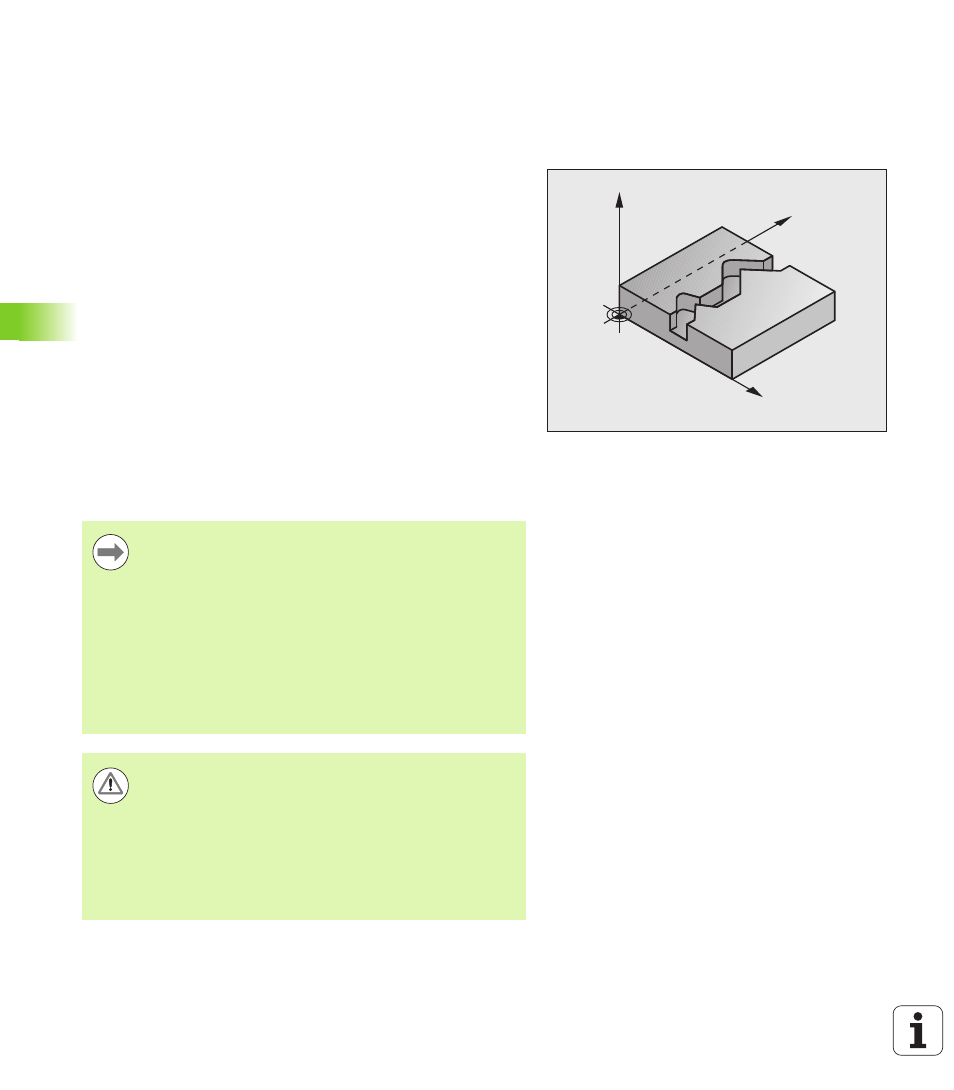
Przebieg cyklu
Przy pomocy tego cyklu można wraz z cyklem 14 KONTUR – obrabiać
otwarte i zamknięte kontury.
Cykl 25 LINIA KONTURU wykazuje w porównaniu do obróbki konturu
z wierszami pozycjonowania znaczne zalety:
TNC nadzoruje obróbkę na ścinki i uszkodzenia konturu. Sprawdzić
kontur przy pomocy grafiki testowej
Jeśli promień narzędzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewnętrznych
Obróbkę można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania pozostanie
nawet zachowany, jeśli nastąpi odbicie lustrzane konturów
Przy kilku dosunięciach TNC może przesuwać narzędzie tam i z
powrotem: w ten sposób zmniejsza się czas obróbki
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i wykańczającej
Proszę uwzględnić przy programowaniu!
Y
X
Z
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
TNC uwzględnia tylko pierwszy znacznik z cyklu 14
KONTUR.
Pamięć dla SL-cyklu jest ograniczona. W cyklu SL można
zaprogramować maksymalnie 16384 elementy konturu.
Cykl 20 DANE KONTURU nie jest konieczny.
Funkcje dodatkowe M109 i M110 nie działają przy obróbce
konturu za pomocą cyklu 25.
Uwaga niebezpieczeństwo kolizji!
Aby uniknąć możliwych kolizji:
Bezpośrednio po cyklu 25 nie programować pozycji w
postaci łańcucha wymiarowego, ponieważ odnoszą się
one do pozycji narzędzia na końcu cyklu.
Najechać we wszystkich osiach głównych zdefiniowaną
(absolutną) pozycję, ponieważ pozycja narzędzia przy
końcu cyklu nie odpowiada pozycji na początku cyklu.