10 pomiar mostka zewn. (cykl 426, din/iso: g426), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 397
HEIDENHAIN TNC 320
397
16.10 POMIAR MOSTKA ZEWN
. (cykl
426, DIN/ISO: G426)
16.10 POMIAR MOSTKA ZEWN.
(cykl 426, DIN/ISO: G426)
Przebieg cyklu
Cykl sondy pomiarowej 426 ustala położenie i szerokość mostka. Jeśli
operator zdefiniuje odpowiednie wartości tolerancji w cyklu, to TNC
przeprowadza porównanie wartości zadanej i rzeczywistej oraz
zapamiętuje to odchylenie w parametrach systemowych.
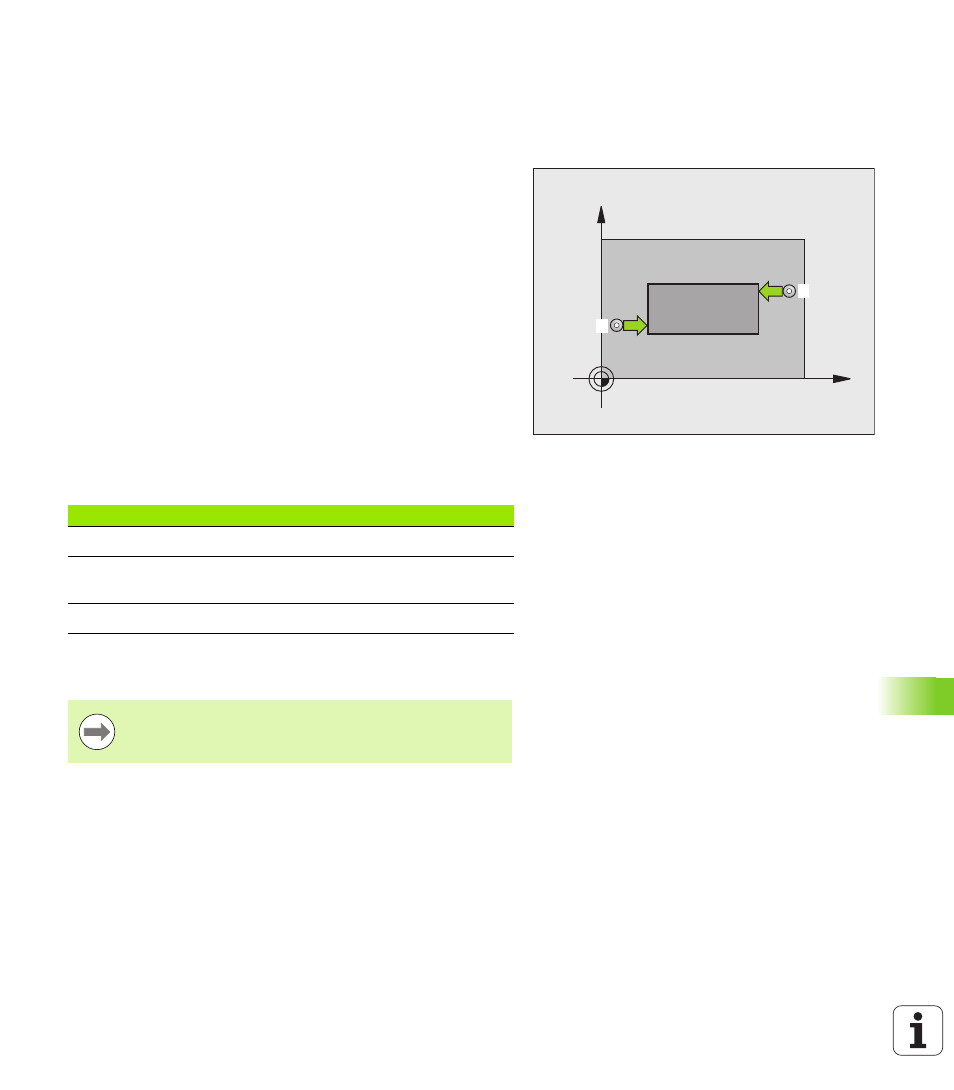
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 285) do punktu próbkowania
1
.
TNC oblicza punkty pomiaru na podstawie danych w cyklu i
odstępu bezpieczeństwa z kolumny SET_UP tabeli sond
pomiarowych
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (kolumna F). 1. Próbkowanie zawsze w
ujemnym kierunku zaprogramowanej osi
3 Potem sonda pomiarowa przemieszcza się do następnego punktu
próbkowania i przeprowadza tam drugą operację próbkowania
4 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje wartości rzeczywiste oraz
odchylenia w następujących Q-parametrach:
Proszę uwzględnić przy programowaniu!
X
Y
1
2
Numer parametru
Znaczenie
Q156 Wartość rzeczywista zmierzona długość
Q157
Wartość rzeczywista położenie oś
środkowa
Q166
Odchylenie od zmierzonej długości
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.