HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 151
HEIDENHAIN TNC 320
151
5.6 CZOP PROST
O
KA
TNY (cykl
256, DIN/ISO: G256)
Posuw frezowania Q207: prędkość przemieszczenia
narzędzia przy frezowaniu w mm/min. Zakres
wprowadzenia 0 do 99999.999 alternatywnie FAUTO,
FU, FZ
Rodzaj frezowania Q351: rodzaj obróbki
frezowaniem przy M3:
+1 = frezowanie współbieżne
–1 = frezowanie przeciwbieżne
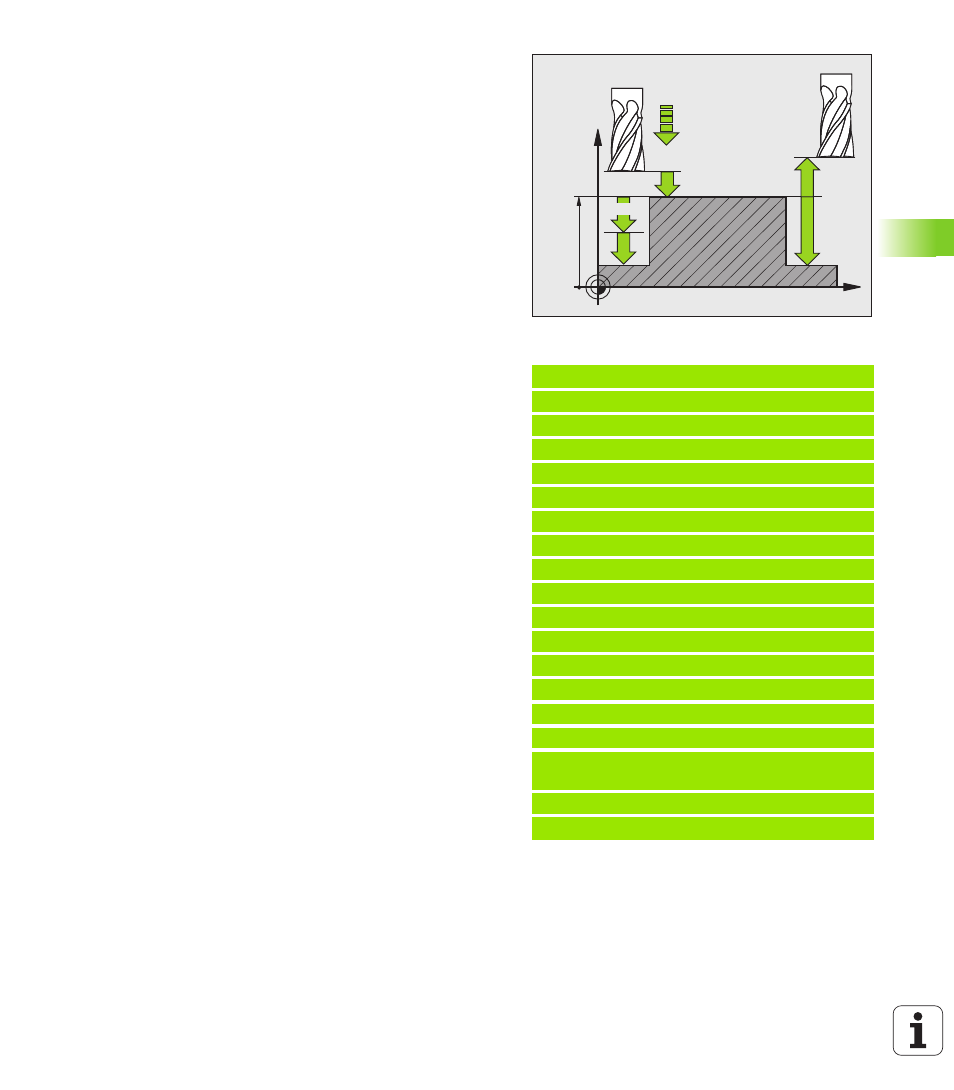
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno czopu. Zakres
wprowadzenia -99999,9999 do 99999,9999
Głębokość wcięcia Q202 (przyrostowo): wymiar, o
jaki narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0. Zakres
wprowadzenia 0 do 99999.9999
Posuw wcięcia na głębokość Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FMAX, FAUTO, FU, FZ
Bezpieczna wysokość Q200 (przyrostowo): odstęp
pomiędzy powierzchnią czołową narzędzia i
powierzchnią obrabianego przedmiotu. Zakres
wprowadzenia 0 do 99999.9999
Współrzędna powierzchni obrabianego
przedmiotu Q203 (bezwzględna): bezwzględna
współrzędna powierzchni obrabianego przedmiotu.
Zakres wprowadzenia -99999.9999 do 99999.9999
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia 0
do 99999.9999
Współczynnik nakładania się trajektorii Q370:
Q370 x promień narzędzia daje boczne wcięcie k.
Zakres wprowadzenia 0,1 do 1,9999
Przykład: NC-wiersze
8 CYCL DEF 256 CZOP PROSTOKĄTNY
Q218=60 ;1. DŁUGOŚĆ BOKU
Q424=74 ;WYMIAR PÓŁWYROBU 1
Q219=40 ;2. DŁUGOŚĆ BOKU
Q425=60 ;WYMIAR PÓŁWYROBU 2
Q220=5
;PROMIEŃ NAROŻA
Q368=0.2 ;NADDATEK Z BOKU
Q224=+0 ;KAT OBROTU
Q367=0
;POŁOŻENIE CZOPU
Q207=500 ;POSUW FREZOWANIA
Q351=+1 ;RODZAJ FREZOWANIA
Q201=-20 ;GŁĘBOKOŚĆ
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q206=150 ;POSUW WCIECIA
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q203=+0 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q370=1
;NAŁOZENIE TRAJEKTORII
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q201
Q206
Q203
Q204
Q202