Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 102
102
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.4 GWINT
O
W
A
NIE
Ł
AMANIE WIORA (cykl 209, DIN/ISO:
G209)
Parametry cyklu
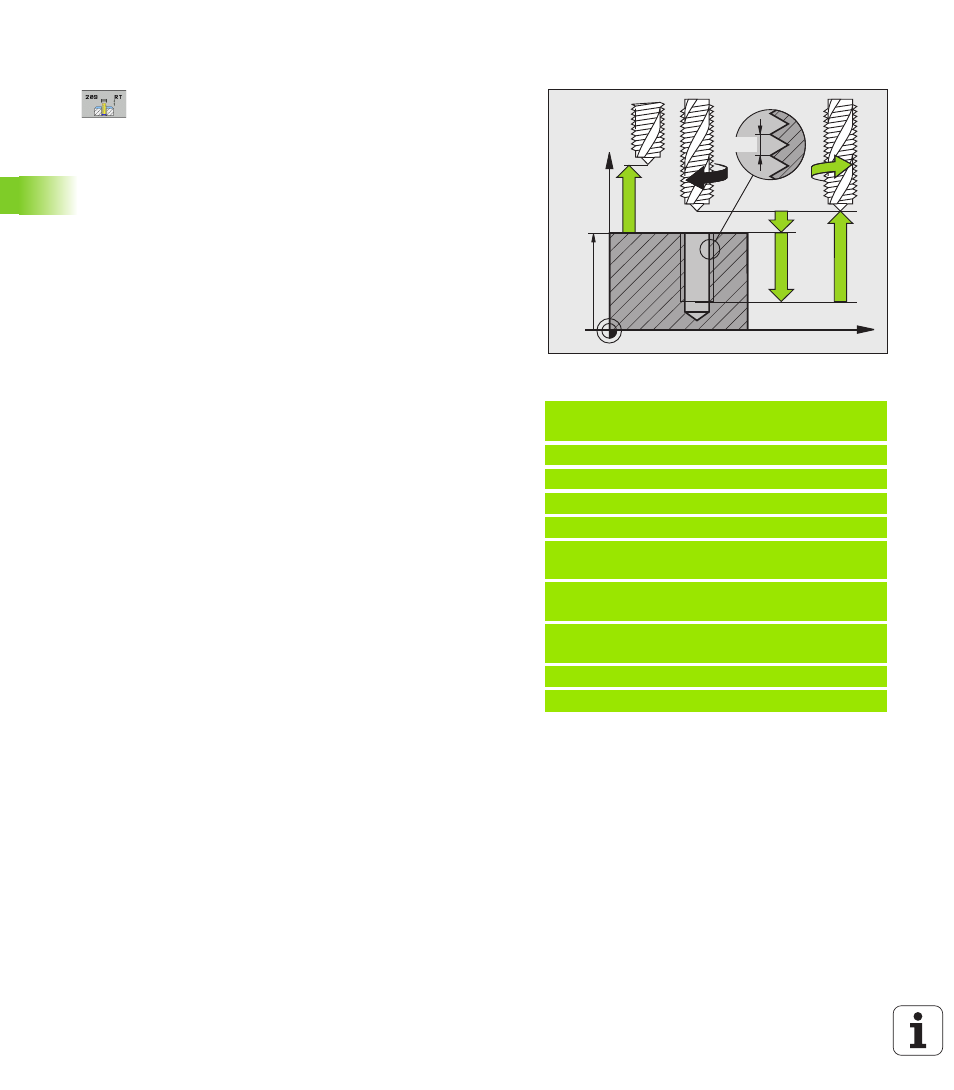
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrza narzędzia (pozycja startu) – powierzchnia
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999.9999
Głębokość gwintu Q201 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – koniec
gwintu. Zakres wprowadzenia -99999.9999 do
99999.9999
Skok gwintu Q239
Skok gwintu. Znak liczby określa gwint prawo- i
lewoskrętny:
+= gwint prawoskrętny
–= gwint lewoskrętny
Zakres wprowadzenia -99.9999 do 99.9999
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999.9999 do
99999.9999
2-ga bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia 0
do 99999.9999
Głębokość wiercenia do łamania wióra Q257
(przyrostowo): wcięcie, po tym kiedy TNC
przeprowadzi łamanie wióra. Zakres wprowadzenia 0
do 99999.9999
Powrót przy łamaniu wióra Q256: TNC mnoży skok
Q239 przez wprowadzoną wartość i odsuwa
narzędzie przy łamaniu wióra o wyliczoną wartość.
Jeżeli wprowadzimy Q256 = 0, to TNC wysuwa
narzędzie dla usunięcia wióra całkowicie z odwiertu
(na bezpieczną wysokość). Zakres wprowadzenia
0.1000 do 99999.9999
Kąt dla orientacji wrzeciona Q336 (absolutnie): kąt,
pod którym TNC pozycjonuje narzędzie przed
operacją nacinania gwintu. W ten sposób można
dokonać ponownego nacinania lub poprawek. Zakres
wprowadzenia -360,0000 do 360,0000
Współczynnik zmiany prędkości obrotowej przy
powrocie Q403: współczynnik, o który TNC zwiększa
obroty wrzeciona i tym samym posuw powrotu przy
wyjściu z odwiertu. Zakres wprowadzenia 0,0001 do
10, zwiększenie maksymalnie do maksymalnej
prędkości obrotowej aktywnego stopnia przekładni
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeśli w czasie nacinania gwintu naciśniemy zewnętrzny przycisk Stop,
to TNC pokazuje softkey WYSUNIĘCIE NARZ. RĘCZ. Jeśli
naciśniemy WYSUNIĘCIE NARZ.RĘCZ., to można wysunąć
narzędzie z materiału, samodzielnie nim sterując. Proszę w tym celu
nacisnąć przycisk dodatniego ustawienia aktywnej osi wrzeciona.
Przykład: NC-wiersze
26 CYCL DEF 209 GWINTOWANIE
ŁAM.WIORA
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-20 ;GŁĘBOKOŚĆ
Q239=+1 ;SKOK GWINTU
Q203=+25 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q257=5
;GŁ.WIERCENIA ŁAMANIE
WIÓRA
Q256=+25 ;POWR.PRZY ŁAMANIU
WIÓRA
Q336=50 ;KĄT WRZECIONA
Q403=1.5 ;WSPÓŁ.PRĘDK.OBR.
Z
X
Q203
Q204
Q200
Q201
Q239