HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 163
HEIDENHAIN TNC 320
163
6.2 WZOR
Y PUNKT
O
WE NA OKR
Ę
GU (cykl 220, DIN/ISO:
G220)
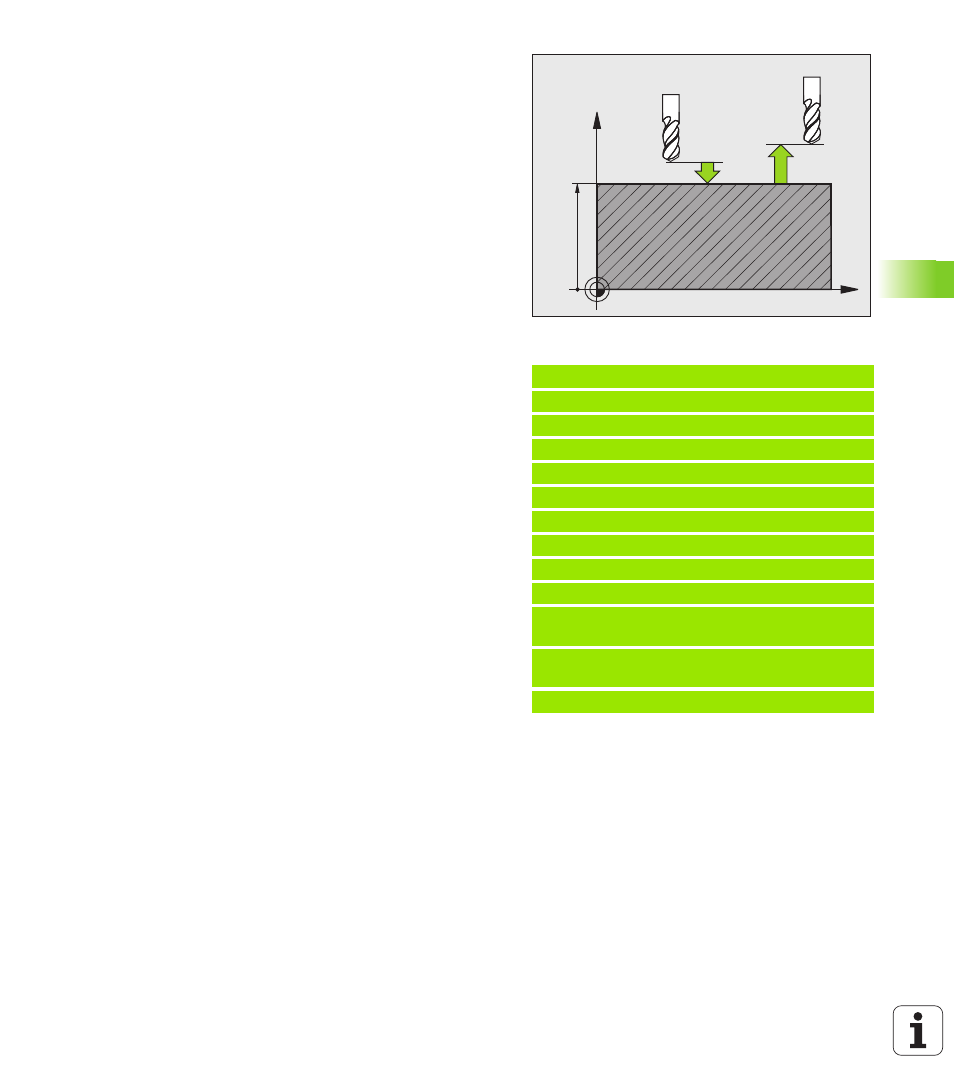
Bezpieczna wysokość Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999.9999
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999.9999 do
99999.9999
2-ga bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia 0
do 99999.9999
Przejazd na bezpieczną wysokość Q301: określić,
jak narzędzie ma przemieszczać się między
przejściami obróbkowymi:
0: przemieszczenie pomiędzy przejściami na
bezpieczną wysokość
1: przemieszczenie pomiędzy przejściami obróbki na
2. bezpieczną wysokość
Rodzaj przemieszczenia? prosta=0/okrąg=1 Q365:
określić, przy pomocy jakiej funkcji toru kształtowego
narzędzie ma się przemieszczać między zabiegami
obróbkowymi:
0: przemieszczenie pomiędzy operacjami obróbki po
prostej
1: przemieszczenie między zabiegami obróbkowymi
kołowo na średnicy wycinka koła
Przykład: NC-wiersze
53 CYCL DEF 220 WZORZEC OKRĄG
Q216=+50 ;ŚRODEK W 1. OSI
Q217=+50 ;ŚRODEK 2. OSI
Q244=80 ;ŚREDNICA WYCINKA KOŁA
Q245=+0 ;KĄT STARTU
Q246=+360 ;KĄT KOŃCOWY
Q247=+0 ;KROK KĄTA
Q241=8
;LICZBA PRZEJŚĆ
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q203=+30 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q301=1
;PRZEJAZD NA
BEZP.WYSOKOŚĆ
Q365=0
;RODZAJ PRZEMIESZCZENIA
X
Z
Q200
Q203
Q204