Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 336
336
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.7 PUNKT ODNIESIENIA OKRAG
ZEWN. (cykl 413, DIN/ISO:
G413)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
Środek 1-szej osi Q321 (absolutnie): środek czopu w
osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
Środek 2-giej osi Q322 (absolutny): środek czopu w
osi pomocniczej płaszczyzny obróbki. Jeżeli
programujemy Q322=0, to TNC ustawia punkt
środkowy odwiertu na dodatniej osi Y, jeśli
programujemy Q322 nierówne 0, to TNC ustawia
punkt środkowy odwiertu na pozycję zadaną. Zakres
wprowadzenia -99999.9999 do 99999.9999
Srednica zadana Q262: przybliżona średnica czopu.
Wprowadzić wartość raczej nieco większą. Zakres
wprowadzenia 0 do 99999.9999
Kąt startu Q325 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania. Zakres wprowadzenia -360.0000 do
360.0000
Krok kąta Q247 (przyrostowo): kąt pomiędzy dwoma
punktami pomiarowymi, znak liczby kroku kąta
określa kierunek obrotu (- = zgodnie z ruchem
wskazówek zegara), z którym sonda pomiarowa
przemieszcza się do następnego punktu
pomiarowego. Jeśli chcemy dokonać pomiaru łuków
kołowych, to proszę zaprogramować krok kąta
mniejszym od 90°. Zakres wprowadzenia -120.0000
do 120.0000
Uwaga niebezpieczeństwo kolizji!
Aby uniknąć kolizji pomiędzy sondą pomiarową i
obrabianym przedmiotem, proszę wprowadzić średnicę
czopu raczej nieco za dużą.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
Im mniejszym programujemy krok kąta Q247, tym
niedokładniej TNC oblicza punkt odniesienia. Najmniejsza
wartość wprowadzenia: 5°.
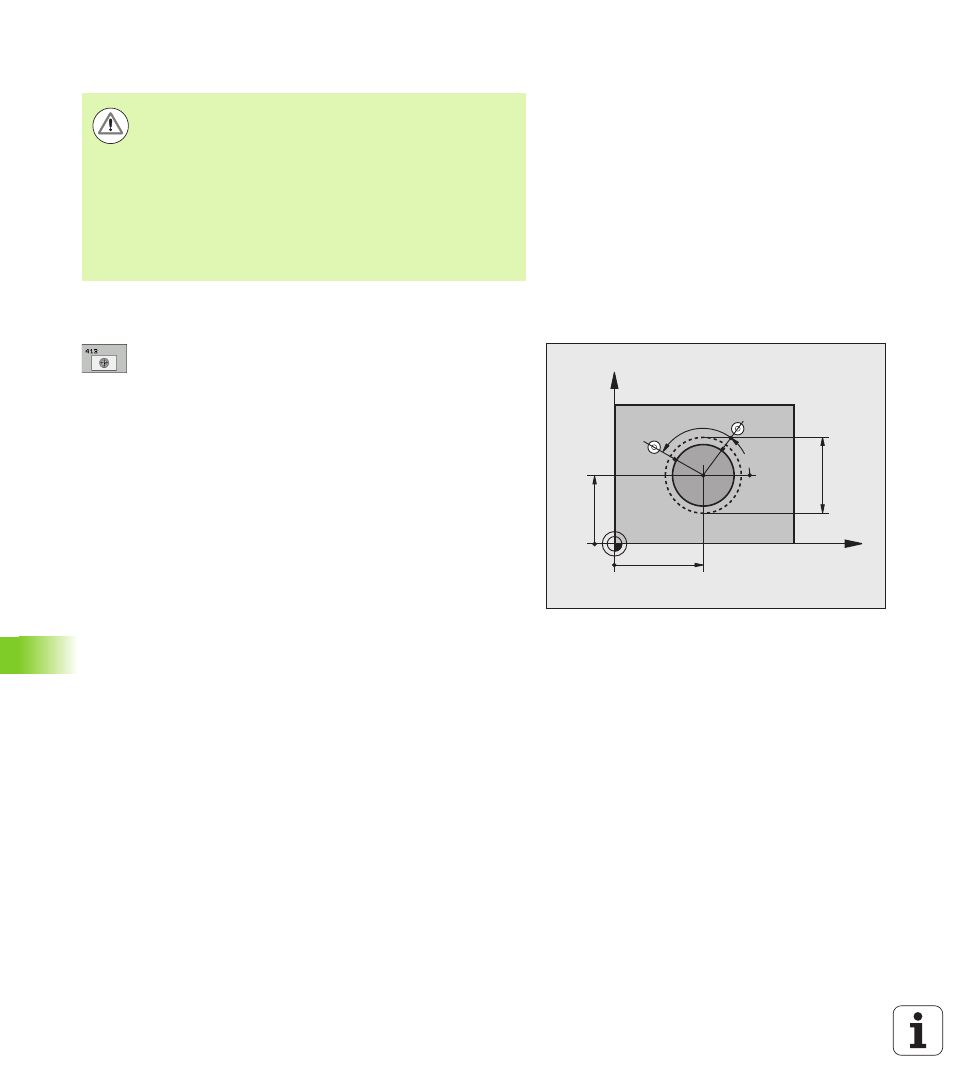
X
Y
Q322
Q321
Q262
Q325
Q247