Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 296
296
Cykle układu pomiarowego: automatyczne określanie ukośnego położenia przedmiotu
14.3 OBROT PODST
A
WOWY przy
pomocy dwóch odwiertów (cykl
401,
DIN/ISO: G401)
Parametry cyklu
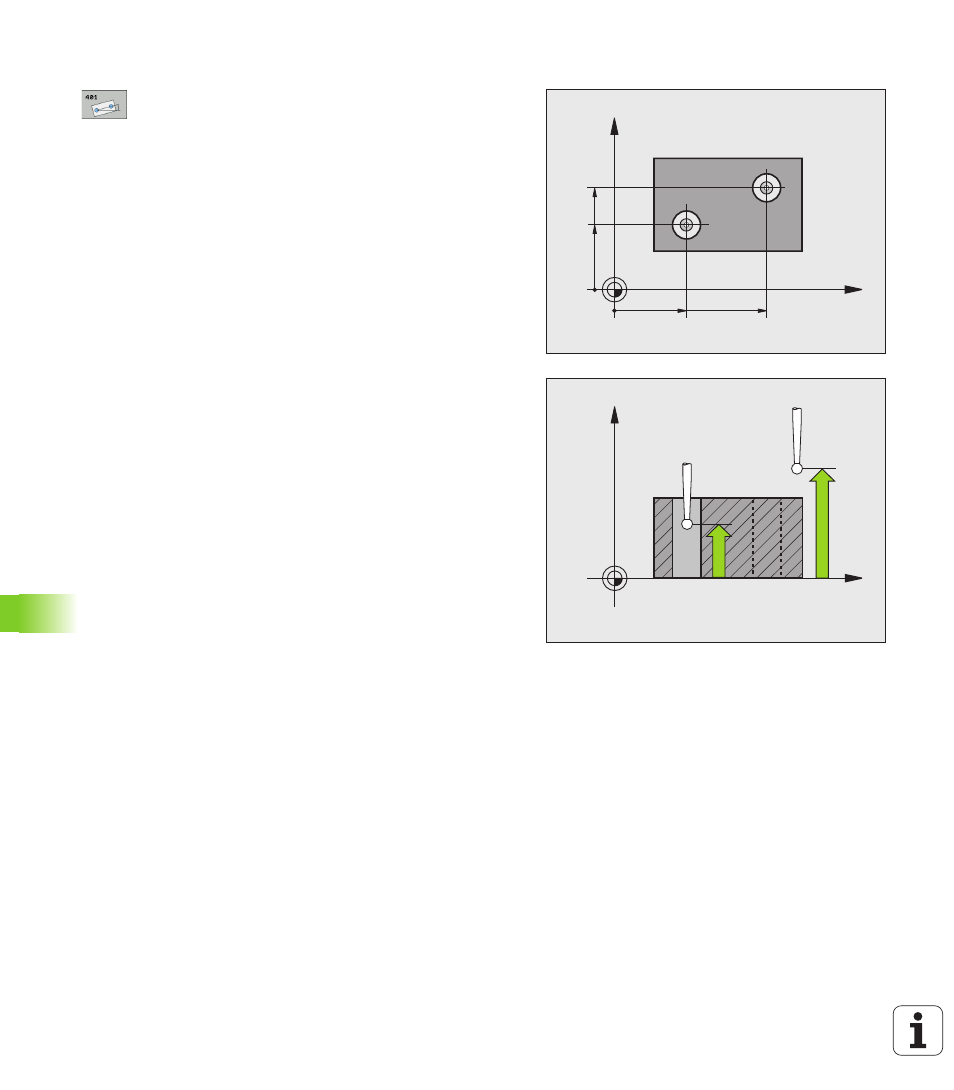
1. odwiert: środek 1. osi Q268 (absolutnie): punkt
środkowy pierwszego odwiertu na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
1. odwiert: środek 2. osi Q269 (absolutnie): punkt
środkowy pierwszego odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
2. odwiert: środek 1. osi Q270 (absolutnie): punkt
środkowy drugiego odwiertu na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
2. odwiert: środek 2. osi Q271 (absolutnie): punkt
środkowy drugiego odwiertu na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
Bezpieczna wysokość Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999.9999 do 99999.9999
Nastawienie wstępne obrotu od podstawy Q307
(absolutnie): Jeśli przewidziane do zmierzenia
położenie ukośne ma odnosić się nie do osi głównej,
lecz do dowolnej prostej, to należy wprowadzić kąt tej
prostej bazowej. TNC ustala wówczas dla obrotu
podstawowego różnicę ze zmierzonej wartości i kąta
prostej bazowej. Zakres wprowadzenia -360.000 do
360.000
X
Y
Q271
Q269
Q268
Q270
X
Z
Q261
Q260