Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Instrukcja Obsługi
Strona 324
324
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.4 PUNKT ODNIESIENIA PROST
O
KA
T
WEWN. (cykl 410, DIN/ISO: G410)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
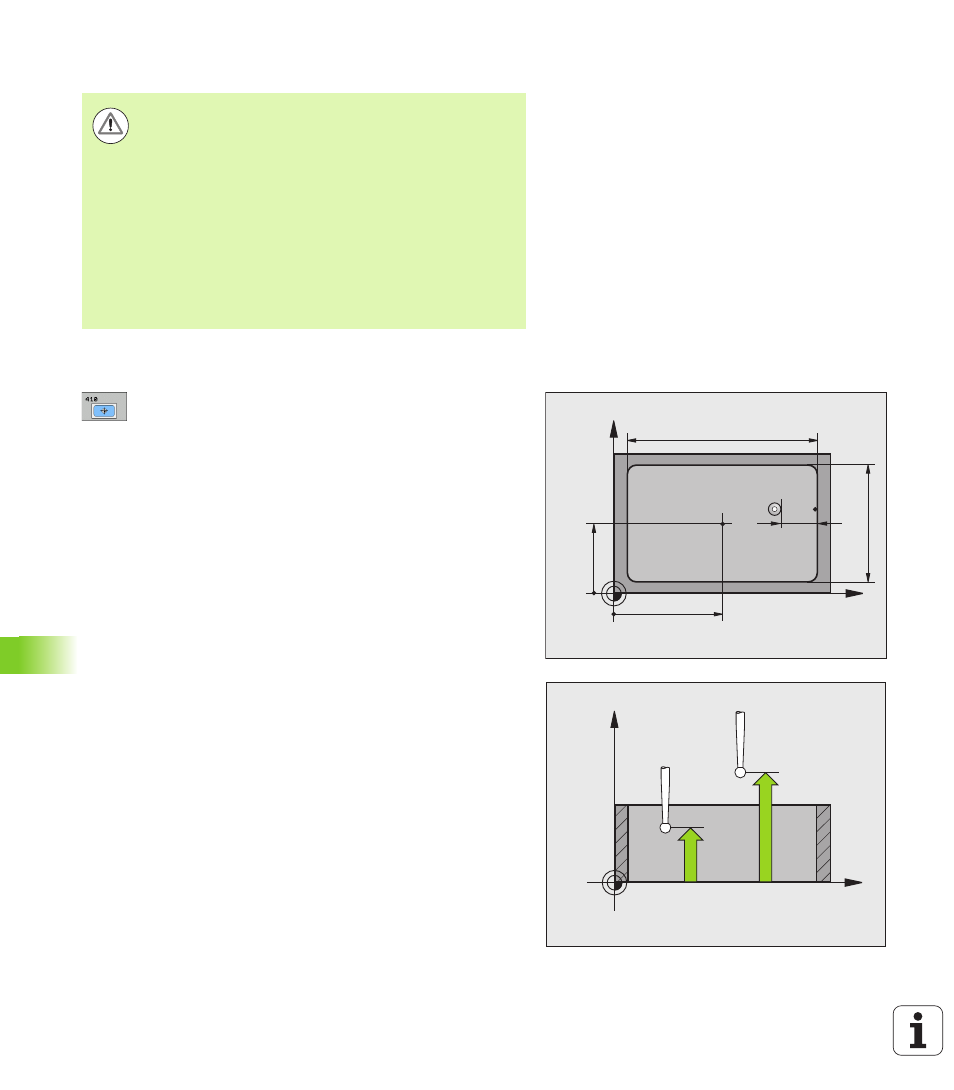
Środek 1-szej osi Q321 (absolutnie): środek kieszeni
w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
Środek 2-giej osi Q322 (absolutna): środek kieszeni
w osi pomocniczej płaszczyzny obróbki Zakres
wprowadzenia -99999.9999 do 99999.9999
1-sza długość krawędzi bocznej Q323
(przyrostowo): długość kieszeni, równolegle do osi
głównej płaszczyzny obróbki. Zakres wprowadzenia 0
do 99999.9999
2-ga długość krawędzi bocznej Q324 (przyrostowo):
długość kieszeni, równolegle do osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia 0 do
99999.9999
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
Bezpieczna wysokość Q320 (przyrostowo):
dodatkowy odstęp pomiędzy punktem pomiaru i kulką
sondy pomiarowej. Q320 działa addytywnie do
SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999.9999
Bezpieczna wysokość Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999.9999 do 99999.9999
Uwaga niebezpieczeństwo kolizji!
Aby uniknąć kolizji pomiędzy sondą i przedmiotem, proszę
wprowadzić długość 1-szego i 2-giego boku kieszeni nieco
za mały
Jeśli wymiary kieszeni i odstęp bezpieczeństwa nie
pozwalają an pozycjonowanie wstępne w pobliżu punktów
próbkowania, to TNC dokonuje próbkowania wychodząc
ze środka kieszeni. Pomiędzy tymi czterema punktami
pomiarowymi sonda pomiarowa nie przemieszcza się
wówczas na bezpieczną wysokość.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
X
Y
Q322
Q321
Q324
Q323
SET_UP
(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260