7 kontrolowanie i zmiana q-parametrów, Sposób postępowania – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 388
388
10 Programowanie: Q-parametry
10.7 Kontrolowanie i zmiana Q-parametrów
10.7 Kontrolowanie i zmiana Q-parametrów
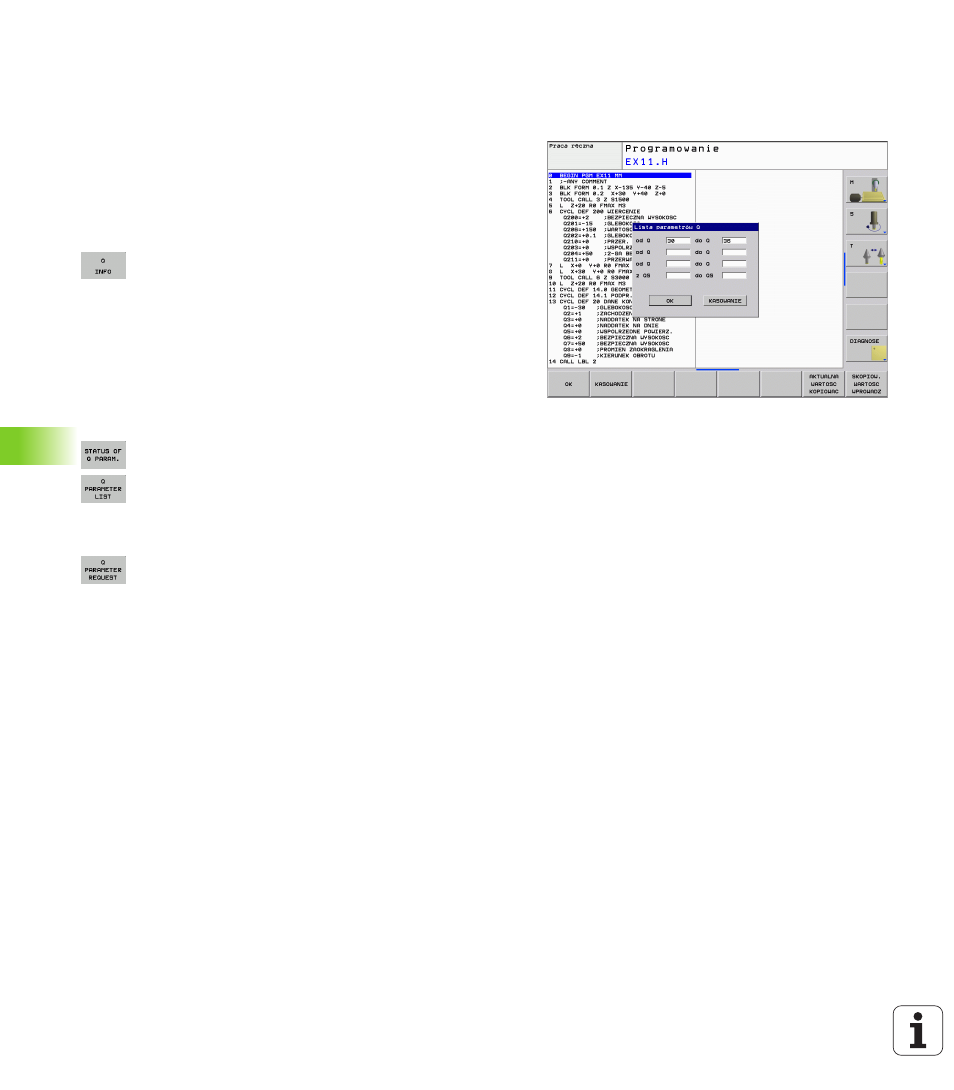
Sposób postępowania
Można dokonywać kontrolowania jak również zmiany (poza trybem
Test programu) parametrów Q przy zapisie, testowaniu i
odpracowywaniu we wszystkich trybach pracy.
W razie konieczności przerwać przebieg programu (np. nacisnąć
zewnętrzny klawisz STOP i softkey WEWNĘTRZNY STOP) lub
zatrzymać test programu
Wywołanie funkcji parametrów Q: nacisnąć softkey Q
INFO w trybie pracy Program wprowadzić do pamięci/
edycja
TNC otwiera okno wywoływane, w którym operator
może zapisać żądany zakres dla wskazania
parametrów Q lub parametrów łańcucha znaków
Proszę wybrać w trybach pracy Przebieg programu
pojedyńczymi blokami, Przebieg programu
sekwencją bloków oraz Test programu podział ekranu
Program + Status
Proszę nacisnąć softkey Program + Q-PARAM
Proszę nacisnąć softkey Q PARAMETRY LISTA
TNC otwiera okno wywoływane, w którym operator
może zapisać żądany zakres dla wskazania
parametrów Q lub parametrów łańcucha znaków
Przy pomocy softkey Q PARAMETRY ZAPYTANIE
(tylko w trybie Obsługa ręczna, Przebieg programu
sekwencją bloków i Przebieg programu pojedyńczymi
blokami do dyspozycji) można pobierać dane do
poszczególnych Q-parametrów. Dla przypisania
nowej wartości należy nadpisać wyświetlaną wartość
i potwierdzić z OK.