Frezow.na got. powierzchni bocznych (cykl 24), 5 sl-cykle – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 303
HEIDENHAIN TNC 320
303
8.5 SL-cykle
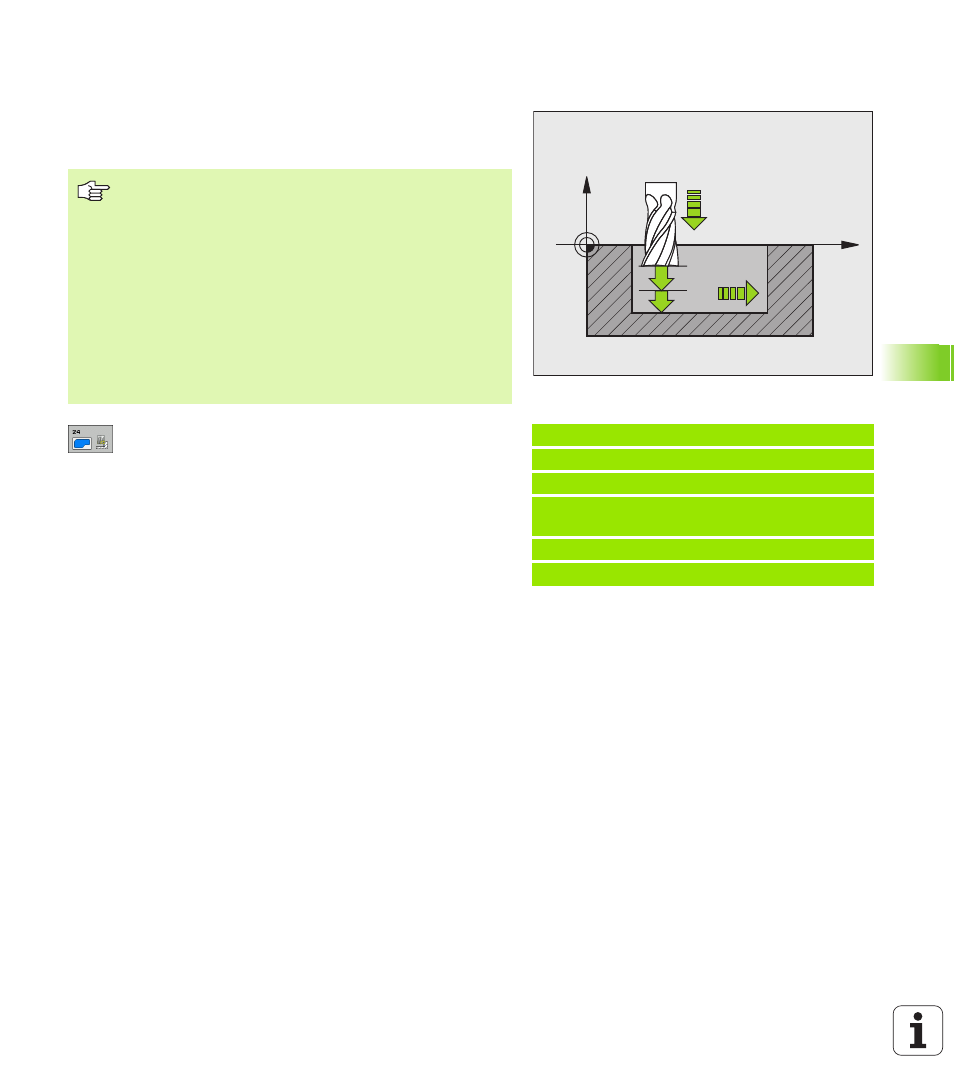
FREZOW.NA GOT. POWIERZCHNI BOCZNYCH
(cykl 24)
TNC przemieszcza narzędzie na torze kołowym stycznie do konturu
częściowego (wycinkowego). Każdy kontur częściowy zostaje
oddzielnie obrabiany na gotowo.
Kierunek obrotu ? Zgodnie z ruchem wskazówek zegara
= –1 Q9:
Kierunek obróbki:
+1:Obrót w kierunku przeciwnym do RWZ
–1:Obrót w kierunku RWZ
Głębokość dosuwu Q10 (przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte
Posuw dosuwu wgłębnego Q11: posuw wcinania w mm/
min
Posuw rozwiercania Q12: posuw frezowania
Naddatek na obróbkę wykańczającą z boku Q14
(przyrostowo): naddatek dla kilkakrotnej obróbki
wykańczającej; ostatnia warstwa materiału na
obróbkę wykańczającą zostanie rozwercona, jeśli
wprowadzimy Q14 = 0
Példa: NC-wiersze
61 CYCL DEF 24 NA GOTOWO BOK
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GłĘBOKOŚĆ WCIĘCIA
Q11=100 ;POSUW WCIĘCIA W
MATERIAł
Q12=350 ;POSUW PRZECIąGANIA
Q14=+0
;NADDATEK Z BOKU
X
Z
Q11
Q12
Q10
Proszę uwzględnić przed programowaniem
Suma naddatku obróbki na got. boku(Q14) i promienia
narzędzia obróbki na gotowo musi być mniejsza niż suma
naddatku obróbki na got. boku (Q3, cykl 20) i promienia
narzędzia przeciągania.
Jeśli odpracowujemy cykl 24 bez uprzedniego
rozwiercenia przy pomocy cyklu 22, to obowiązuje
pokazane uprzednio obliczeniu; promień rozwiertaka ma
wówczas wartość „0“.
TNC samo ustala punkt startu dla obróbki wykańczającej.
Punkt startu zależy od ilości miejsca w kieszeni i
zaprogramowanego w cyklu 20 naddatku.