Tolerancja (cykl 32), 8 cykle specjalne – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 358
358
8 Programowanie: cykle
8.8 Cykle specjalne
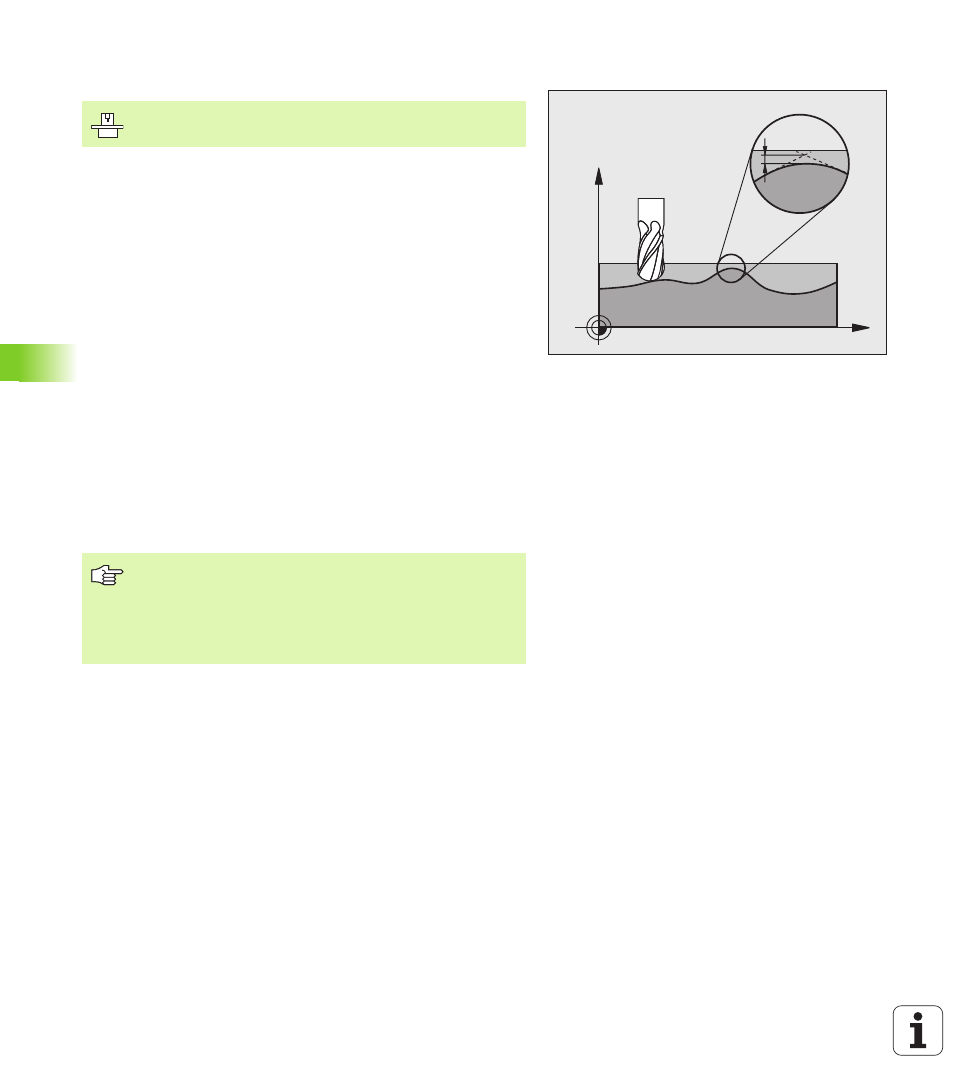
TOLERANCJA (cykl 32)
Poprzez dane w cyklu 32 można wpływać na rezultaty obróbki HSC
odnośnie dokładności, jakości powierzchni i prędkości, o ile TNC
zostało dopasowane do specyficznych właściwości maszyny.
TNC wygładza automatycznie kontur pomiędzy dowolnymi
(nieskorygowanymi lub skorygowanymi) elementami konturu. Dlatego
też narzędzie przemieszcza się nieprzerwanie na powierzchni
obrabianego przedmiotu i chroni w ten sposób mechanikę obrabiarki.
Dodatkowo działa także zdefiniowana w cyklu tolerancja przy
przemieszczeniach po łukach kołowych.
Jeśli to konieczne, TNC redukuje zaprogramowany posuw
automatycznie, tak że program zostaje zawsze wykonywany bez
„zgrzytów“ i z największą możliwą prędkością. Nawet jeśli TNC
wykonuje przemieszczenie z niezredukowaną prędkością, to
zdefiniowana przez operatora tolerancja zostaj z reguły zawsze
zachowana. Im większą jest zdefiniowana tolerancja, tym szybciej
TNC może wykonywać przemieszczenia.
Wskutek wygładzania konturu powstaje odchylenie. Wielkość
odchylenia od konturu (wartość tolerancji) określona jest w parametrze
maszynowym przez producenta maszyn. Przy pomocy cyklu 32 można
zmienić nastawioną z góry wartość tolerancji i wybrać różne
nastawienia filtra, pod warunkiem, iż producent maszyn wykorzystuje
te nastawienia.
X
Z
T
Maszyna i TNC muszą być przygotowane przez
producenta maszyn.
Dla bardzo małych wartości tolerancji maszyna nie może
obrabiać konturu bez szarpnięć. Te szarpnięcia nie są
spowodowane niedostateczną mocą obliczeniową TNC,
lecz faktem, iż TNC musi prawie bezbłędnie najechać
przejścia konturu ale prędkość przemieszczenia w takich
przypadkach musi zostać drastycznie zredukowana.