6 cykle dla frezowania metod ą wierszowania – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 329
HEIDENHAIN TNC 320
329
8.6 Cykle dla frezowania metod
ą wierszowania
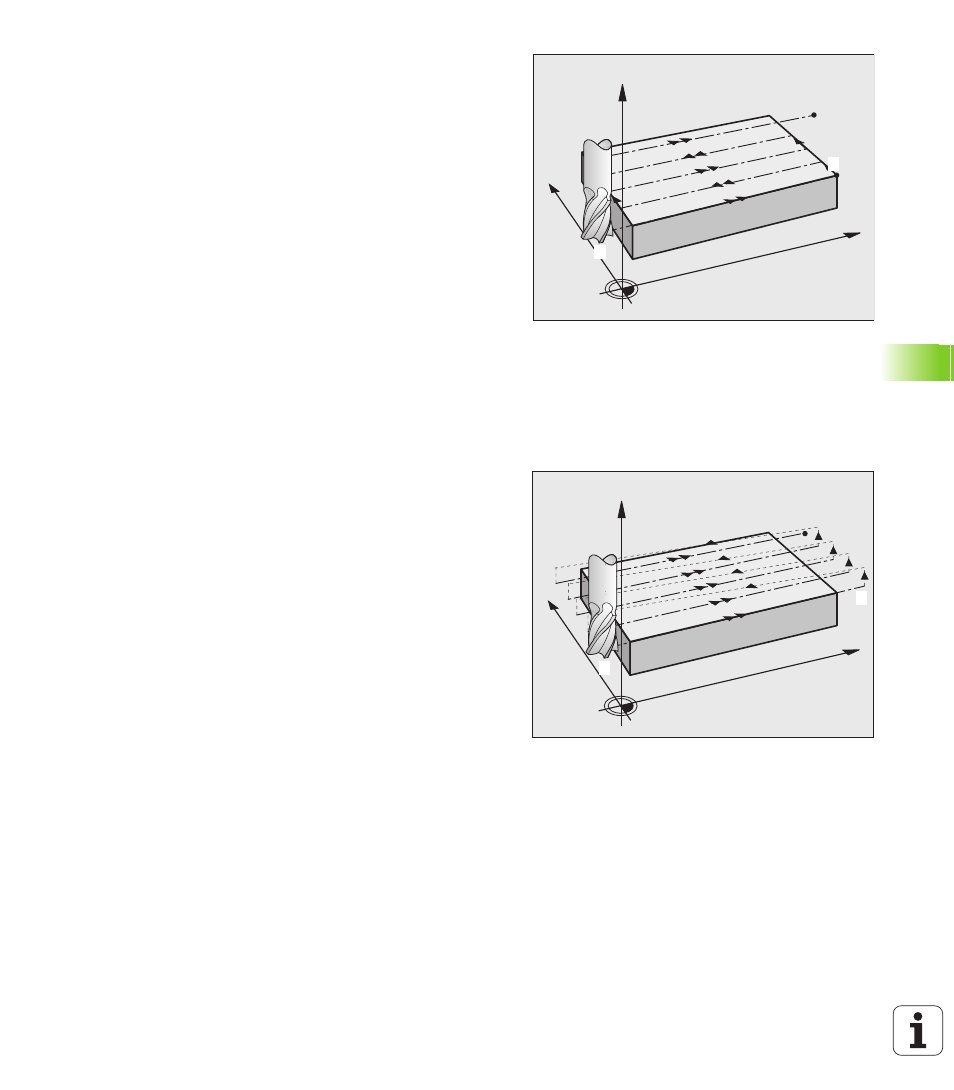
Strategia Q389=1
3 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania do punktu końcowego
2
. Punkt końcowy leży
w obrębie powierzchni, TNC oblicza go z zaprogramowanego
punktu startu, zaprogramowanej długości i promienia narzędzia
4 TNC przesuwa narzędzie z posuwem pozycjonowania wstępnego
poprzecznie do punktu startu następnego wiersza; TNC oblicza
dyslokację z zaprogramowanej szerokości, promienia narzędzia i
maksymalnego współczynnika nakładania się torów kształtowych
5 Potem narzędzie przemieszcza się z powrotem w kierunku punktu
startu
1
. Przejście do następnego wiersza następuje ponownie w
obrębie obrabianego przedmiotu
6 Operacja ta powtarza się, aż wprowadzona powierzchnia zostanie
w pełni obrobiona. Przy końcu ostatniego toru następuje
dosunięcie na następną głębokość obróbki
7 Aby unikać pustych przejść, powierzchnia zostaje obrabiana w
odwrotnej kolejności
8 Operacja powtarza się, aż wszystkie etapy wcięcia w materiał
zostaną wykonane. Przy ostatnim dosuwie zostaje wyfrezowany
tylko zapisany naddatek na obróbkę wykańczającą z posuwem
obróbki na gotowo
9 Na koniec TNC przemieszcza narzędzie z FMAX z powrotem na 2-
gą bezpieczną wysokość
Strategia Q389=2
3 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania do punktu końcowego
2
. Punkt końcowy leży
poza powierzchnią, TNC oblicza go z zaprogramowanego punktu
startu, zaprogramowanej długości, zaprogramowanego bocznego
odstępu bezpieczeństwa i promienia narzędzia
4 TNC przemieszcza narzędzie na osi wrzeciona na odstęp
bezpieczeństwa nad aktualną głębokość dosuwu i z posuwem
pozycjonowania wstępnego bezpośrednio z powrotem do punktu
startu następnego wiersza. TNC oblicza dyslokację z
zaprogramowanej szerokości, promienia narzędzia i
maksymalnego współczynnika nakładania się torów kształtowych
5 Następnie narzędzie przemieszcza się na aktualną głębokość
dosuwu i potem ponownie w kierunku punktu końcowego
2
6 Operacja wierszowania powtarza się, aż wprowadzona
powierzchnia zostanie w pełni obrobiona. Przy końcu ostatniego
toru następuje dosunięcie na następną głębokość obróbki
7 Aby unikać pustych przejść, powierzchnia zostaje obrabiana w
odwrotnej kolejności
8 Operacja powtarza się, aż wszystkie etapy wcięcia w materiał
zostaną wykonane. Przy ostatnim dosuwie zostaje wyfrezowany
tylko zapisany naddatek na obróbkę wykańczającą z posuwem
obróbki na gotowo
X
Y
Z
1
2
X
Y
Z
1
2