Frezowanie kieszeni (cykl 4) – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 264
264
8 Programowanie: cykle
8.3 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
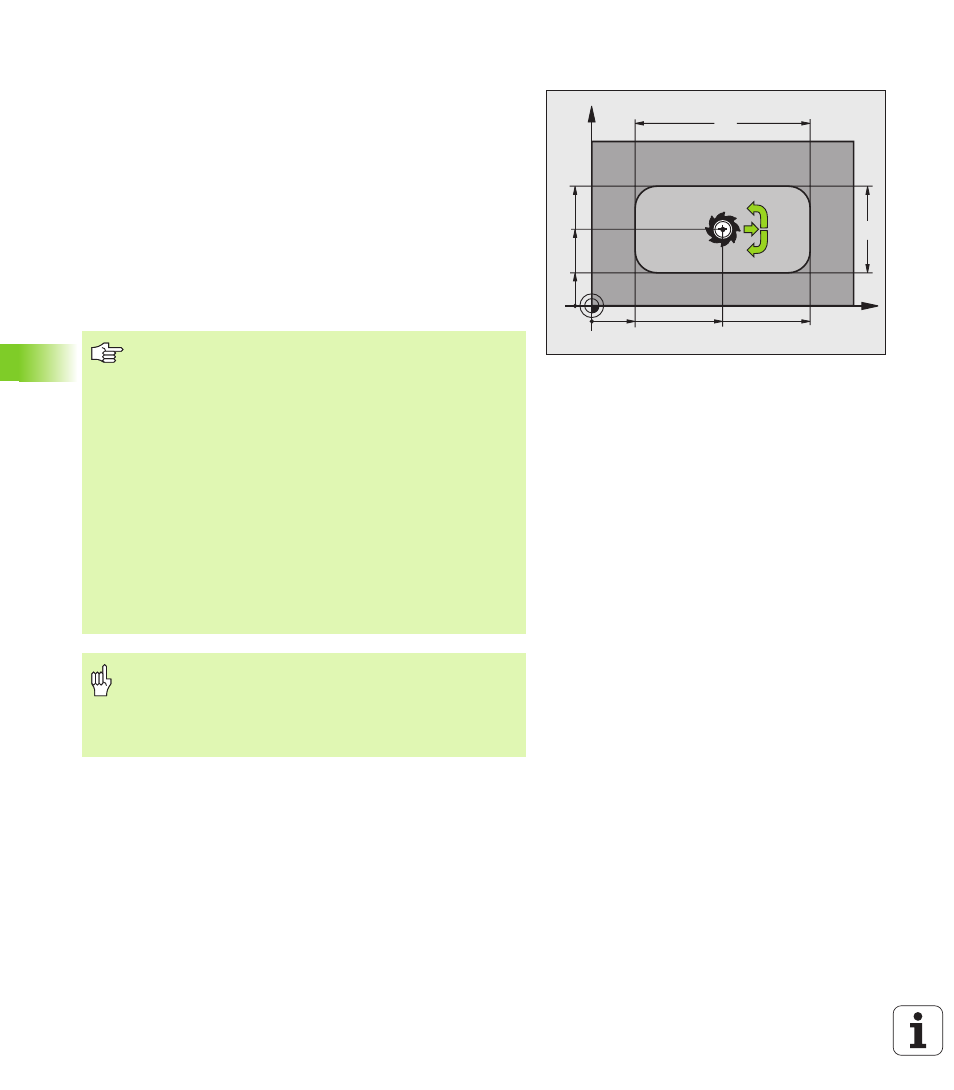
FREZOWANIE KIESZENI (cykl 4)
Cykle 1, 2, 3, 4, 5, 17, 18 znajdują się w grupie cykli Cykle specjalne.
Proszę wybrać tu, na drugim pasku, softkey OLD CYCLS.
1 Narzędzie wcina się w pozycji startu (środek kieszeni) w materiał
obrabianego przedmiotu i przesuwa się na pierwszą głębokość
dosuwu
2 Następnie narzędzie przemieszcza się najpierw w kierunku
dodatnim dłuższej krawędzi – w przypadku kieszeni kwadratowych
w kierunku dodatnim Y – i frezuje zgrubnie kieszeń od wewnątrz do
zewnątrz
3 Ta operacja powtarza się (1 do 2), aż zostanie osiągnięta
głębokość
4 Przy końcu cyklu TNC przemieszcza narzędzie z powrotem do
pozycji startu
X
Y
DR+
40
80
55
35
15
100
60
20
DR
Proszę uwzględnić przed programowaniem
Używać freza z tnącym przez środek zębem czołowym
(DIN 844) lub dokonać wiercenia wstępnego na środku
kieszeni.
Pozycjonować wstępnie nad środkiem kieszeni z korekcją
promienia R0.
Zaprogramować blok pozycjonowania w punkcie startu w
osi wrzeciona (bezpieczna wysokość nad powierzchnią
obrabianego przedmiotu)
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
Dla 2-giej długości krawędzi bocznej obowiązuje
następujący warunek: 2-ga długość krawędzi jest większa
niż [(2 x promień zaokrąglenia) + dosuw boczny k].
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Uwaga niebezpieczeństwo kolizji!