HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 279
HEIDENHAIN TNC 320
279
8.3 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
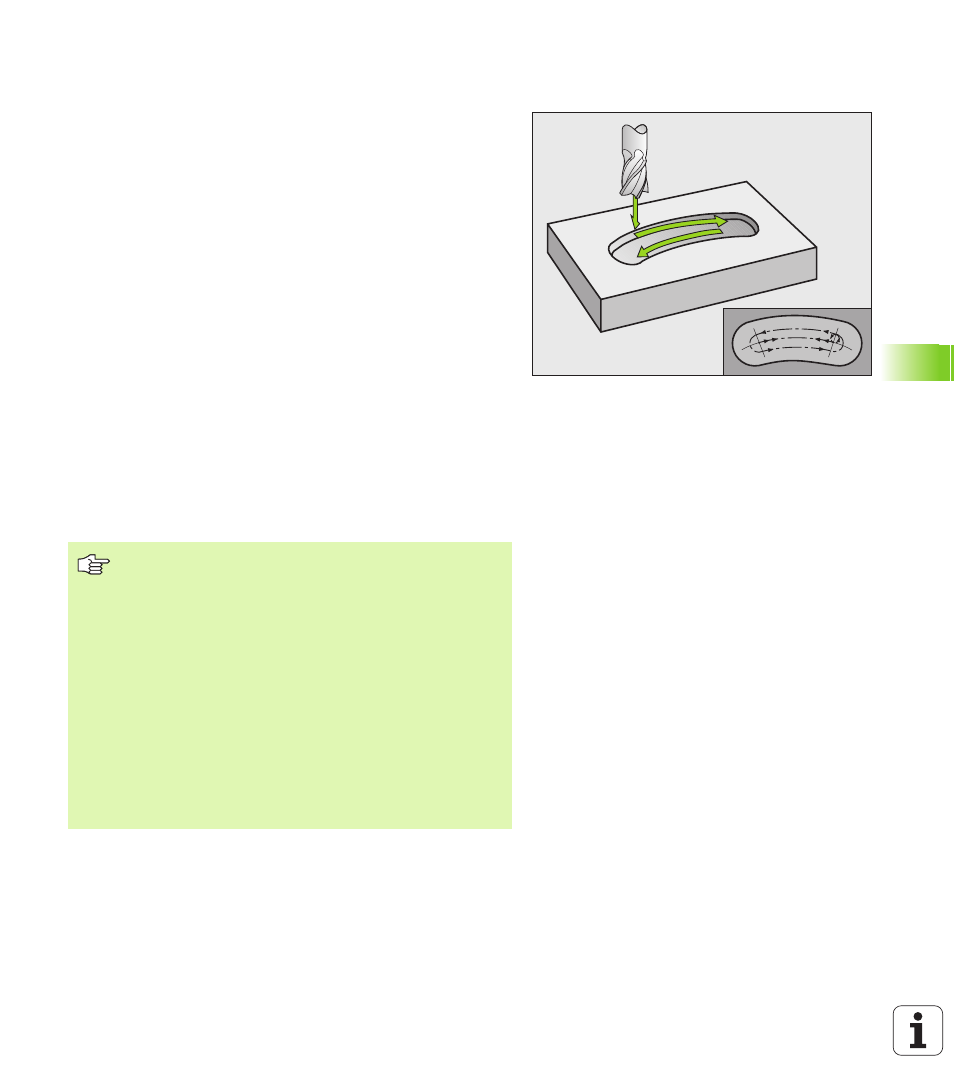
ROWEK OKRĄGŁY (podłużny) z pogłębianiem
ruchem wahadłowym (cykl 211)
Obróbka zgrubna
1 TNC pozycjonuje narzędzie na biegu szybkim w osi wrzeciona na
2-gą bezpieczną wysokość i następnie do centrum prawego koła.
Stamtąd TNC pozycjonuje narzędzie na zadaną bezpieczną
wysokość nad powierzchnią obrabianego przedmiotu
2 Narzędzie przemieszcza się z posuwem frezowania na
powierzchnię obrabianego przedmiotu; z tamtąd frez przesuwa się
– wcinając się ukośnie w materiał – do drugiego końca rowka
3 Następnie narzędzie przesuwa się ponownie ukośnie zagłębiając
się do punktu startu; ta operacja (2 do 3) powtarza się, aż zostanie
osiągnięta zaprogramowana głębokość frezowania
4 Na głębokości frezowania TNC przemieszcza narzędzie dla
frezowania płaszczyzn na drugi koniec rowka
Obróbka wykańczająca
5 Ze środka rowka TNC przemieszcza narzędzie stycznie do
gotowego konturu; następnie TNC obrabia kontur na gotowo
ruchem współbieżnym (przy M3), jeśli wprowadzono także w kilku
dosuwach. Punkt startu dla obróbki wykańczającej leży w centrum
prawego koła.
6 Przy końcu konturu narzędzie odjeżdża stycznie od konturu
7 Na koniec narzędzie przemieszcza się na biegu szybkim FMAX na
Bezpieczną wysokość i – jeśli wprowadzono – na 2-gą bezpieczną
wysokość
Proszę uwzględnić przed programowaniem
TNC pozycjonuje narzędzie w osi narzędzia i na
płaszczyźnie obróbki automatycznie.
Przy obróbce zgrubnej narzędzie zagłębia się ruchem
HELIX od jednego końca rowka do drugiego w materiał.
Wiercenie wstępne nie jest tym samym konieczne.
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
Wybrać średnicę freza nie większą niż szerokość rowka i
nie mniejszą niż jedna trzecia szerokości rowka.
Wybrać średnicę freza mniejszą niż połowa długości
rowka. W przeciwnym razie TNC nie może pogłębiać
narzędzia ruchem posuwisto-zwrotnym