Rozwiercanie (cykl 22), 5 sl-cykle – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 300
300
8 Programowanie: cykle
8.5 SL-cykle
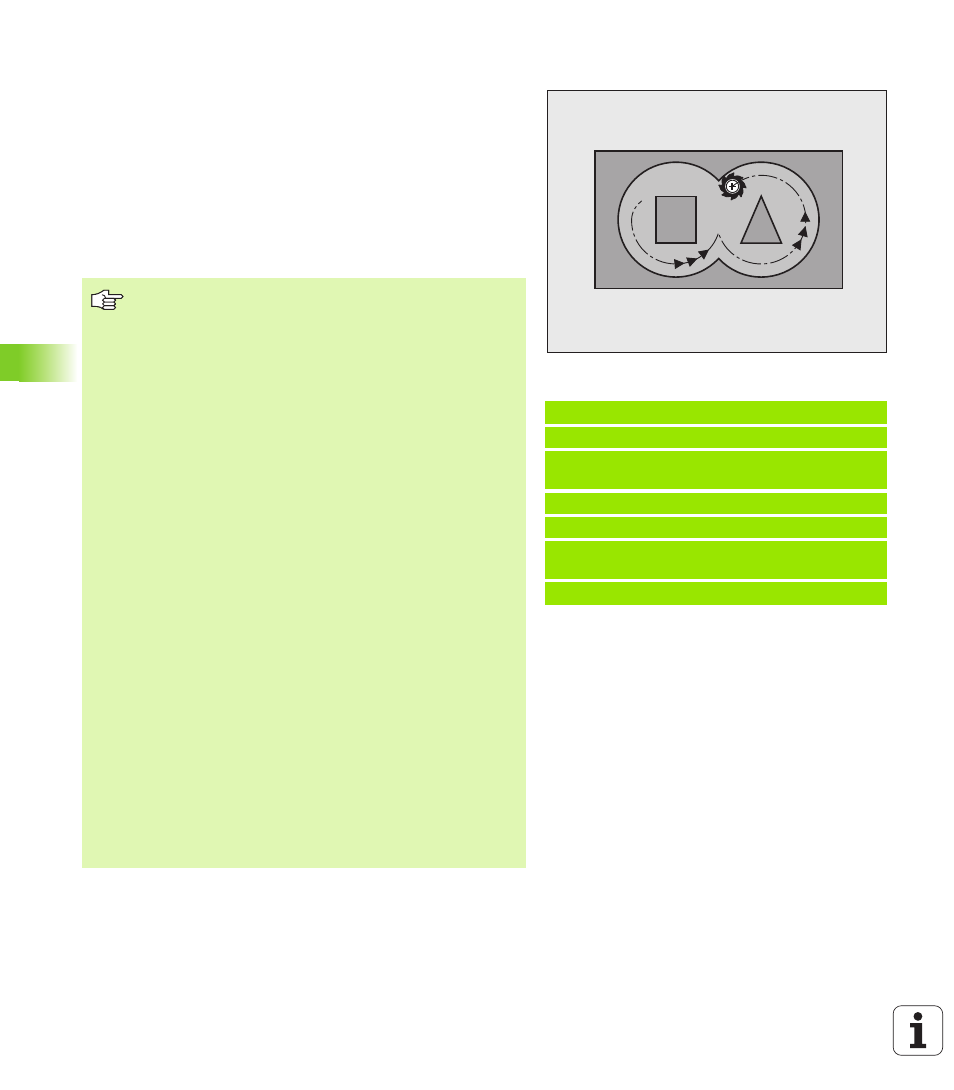
ROZWIERCANIE (cykl 22)
1 TNC pozycjonuje narzędzie nad punktem wcięcia; przy tym
uwzględniany jest naddatek na obróbkę wykańczającą z boku
2 Na pierwszej głębokości dosuwu narzędzie frezuje z posuwem
frezowania Q12 kontur od wewnątrz na zewnątrz
3 Przy tym kontury wysepki (tu: C/D) zostają wyfrezowanie ze
zbliżeniem do konturu kieszeni (tu: A/B)
4 W następnym kroku TNC przemieszcza narzędzie na następną
głębokość wcięcia i powtarza operację skrawania, aż zostanie
osiągnięta zaprogramowana głębokość
5 Na koniec TNC odsuwa narzędzie na bezpieczną wysokość
Példa: NC-wiersze
59 CYCL DEF 22 ROZWIERCANIE
Q10=+5
;GłĘBOKOŚĆ WCIĘCIA
Q11=100 ;POSUW WCIĘCIA W
MATERIAł
Q12=350 ;POSUW PRZECIąGANIA
Q18=1
;PRZECIąGACZ
Q19=150 ;POSUW OBRÓBKI RUCHEM
WAHADłOWYM
Q208=99999 ;POSUW POWROTU
Proszę uwzględnić przed programowaniem
W danym przypadku proszę użyć freza z tnącym przez
środek zębem czołowym (DIN 844), albo wywiercić
wstępnie przy pomocy cyklu 21.
Zachowanie przy zagłębianiu cyklu 22 określamy przy
pomocy parametru Q19 i w tabeli narzędzi, w szpaltach
ANGLE i LCUTS:
Jeśli zdefiniowano Q19=0, to TNC zagłębia się w
materiał zasadniczo prostopadle, nawet jeśli określono
dla aktywnego narzędzia kąt zagłębienia (ANGLE)
Jeśli definiujemy ANGLE=90°, to TNC zagłębia się w
materiał prostopadle. Jako posuwu zagłębienia używa
się posuwu ruchu wahadłowego Q19
Jeśli zdefiniowano posuw ruchu wahadłowego Q19 w
cyklu 22 i ANGLE pomiędzy 0,1 i 89,999 w tabeli
narzędzi, to TNC wchodzi w materiał ze zdefiniowanym
ANGLE ruchem posuwisto-zwrotnym
Jeśli zdefiniowano posuw ruchu wahadłowego w cyklu
22 i brak ANGLE w tabeli narzędzi, to TNC wydaje
komunikat o błędach
W przypadku konturów kieszeni z ostrymi narożami
wewnętrznymi może pozostać resztka materiału przy
przeciąganiu, jeśli używa się współczynnika nałożenia
większego od 1. Szczególnie tor przejścia, leżący najdalej
wewnątrz należy skontrolować w grafice testowej i w razie
konieczności nieznacznie zmienić współczynnik
nałożenia. W ten sposób można osiągnąć inne
rozplanowanie przejść, co często prowadzi do żądanego
rezultatu.
Przy dodatkowym rozwiercaniu TNC nie uwzględnia
zdefiniowanej wartości zużycia DR rozwiertaka
zgrubnego.