6 cykle dla frezowania metod ą wierszowania – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 326
326
8 Programowanie: cykle
8.6 Cykle dla frezowania metod
ą wierszowania
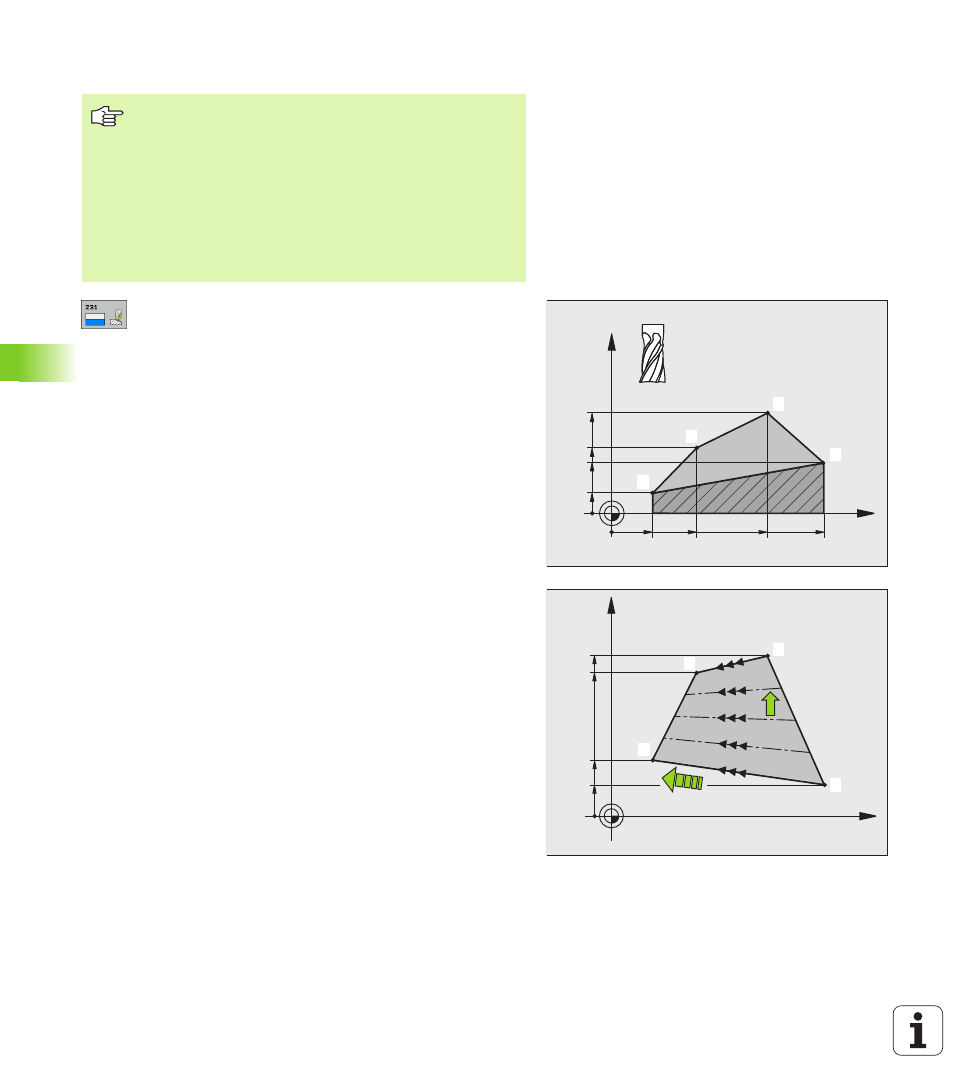
Przy ukośnych powierzchniach kierunek ruchu głównego (od punktu
1
do punktu
2
) ustalić w kierunku największego nachylenia
Punkt startu 1-szej osi Q225 (bezwzględny):
współrzędna punktu startu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
Punkt startu 2-giej osi Q226 (bezwzględny):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi pomocniczej płaszczyzny
obróbki
Punkt startu 3-ciej osi Q227 (bezwzględna):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi wrzeciona
2-gi punkt 1-szej osi Q228 (bezwzględny):
współrzędna punktu startu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
2-gi punkt 2-giej osi Q229 (bezwzględny): współrzędna
punktu końcowego obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
2-gi punkt 3-ciej osi Q230 (bezwzględny): współrzędna
punktu końcowego obrabianej wierszowaniem
powierzchni w osi wrzeciona
3-ty punkt 1-szej osi Q231 (bezwzględny):
współrzędna punktu
3
w osi głównej płaszczyzny
obróbki
3-ty punkt 2-giej osi Q232 (bezwzględny):
współrzędna punktu
3
w osi pomocniczej płaszczyzny
obróbki
3. punkt 3-ciej osi Q233 (bezwzględny): współrzędna
punktu
3
w osi wrzeciona
Proszę uwzględnić przed programowaniem
TNC pozycjonuje narzędzie od aktualnej
pozycji ruchem 3D po prostej do punktu startu
1
. Tak
wypozycjonować narzędzie, aby nie mogło dojść do kolizji
z przedmiotem lub mocowadłami.
TNC przemieszcza narzędzie z korekcją promienia R0
między zadanymi pozycjami
W danym przypadku używać frezu z tnącym przez środek
zębem czołowym (DIN 844).
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
4
2
3
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
2
3
4