3 dosuni ęcie narz ędzia do konturu i odsuni ęcie – HEIDENHAIN TNC 320 (340 55x-03) Instrukcja Obsługi
Strona 148
148
6 Programowanie: programowanie konturów
6.3 Dosuni
ęcie narz
ędzia do konturu i odsuni
ęcie
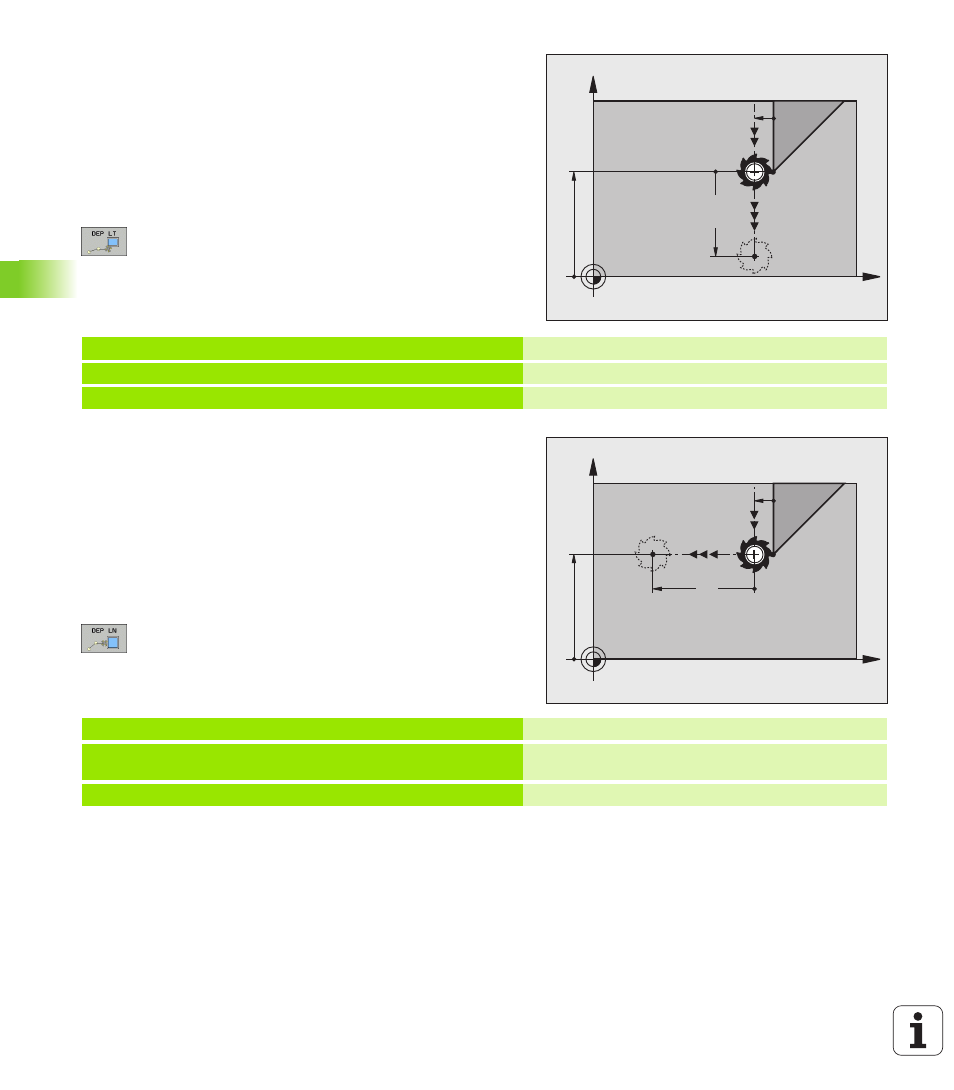
Odsunięcie narzędzia po prostej z
tangencjalnym przejściem: DEP LT
TNC przemieszcza narzędzie po prostej od ostatniego punktu konturu
P
E
do punktu końcowego P
N
. Prosta leży na przedłużeniu ostatniego
elementu konturu. P
N
znajduje się w odstępie LEN od P
E
.
Zaprogramować ostatni element konturu z punktem końcowym P
E
i
korekcją promienia
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LT:
LEN: zapisać odległość punktu końcowego P
N
od
ostatniego elementu konturu P
E
NC-wiersze przykładowe
Odsunięcie narzędzia po prostej prostopadle do
ostatniego punktu konturu: DEP LN
TNC przemieszcza narzędzie po prostej od ostatniego punktu konturu
P
E
do punktu końcowego P
N
. Prosta prowadzi prostopadle od
ostatniego punktu konturu P
E
. P
N
znajduje się od P
E
w odstępie LEN
+ promień narzędzia.
Zaprogramować ostatni element konturu z punktem końcowym P
E
i
korekcją promienia
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LN:
LEN: zapisać odległość punktu końcowego P
N
Ważne: LEN wprowadzić z wartością dodatnią !
NC-wiersze przykładowe
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcją promienia
24 DEP LT LEN12.5 F100
O LEN=12,5 mm odsunąć
25 L Z+100 FMAX M2
Z przesunąć swobodnie, odskok, koniec programu
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcją promienia
24 DEP LN LEN+20 F100
Na odległość LEN = 20 mm prostopadle od konturu
odsunąć
25 L Z+100 FMAX M2
Z przesunąć swobodnie, odskok, koniec programu