Ponowne dosunięcie narzędzia do konturu, 4 przebieg programu – HEIDENHAIN iTNC 530 (340 49x-03) Instrukcja Obsługi
Strona 652
652
12 Test programu i przebieg programu
12.4 Przebieg programu
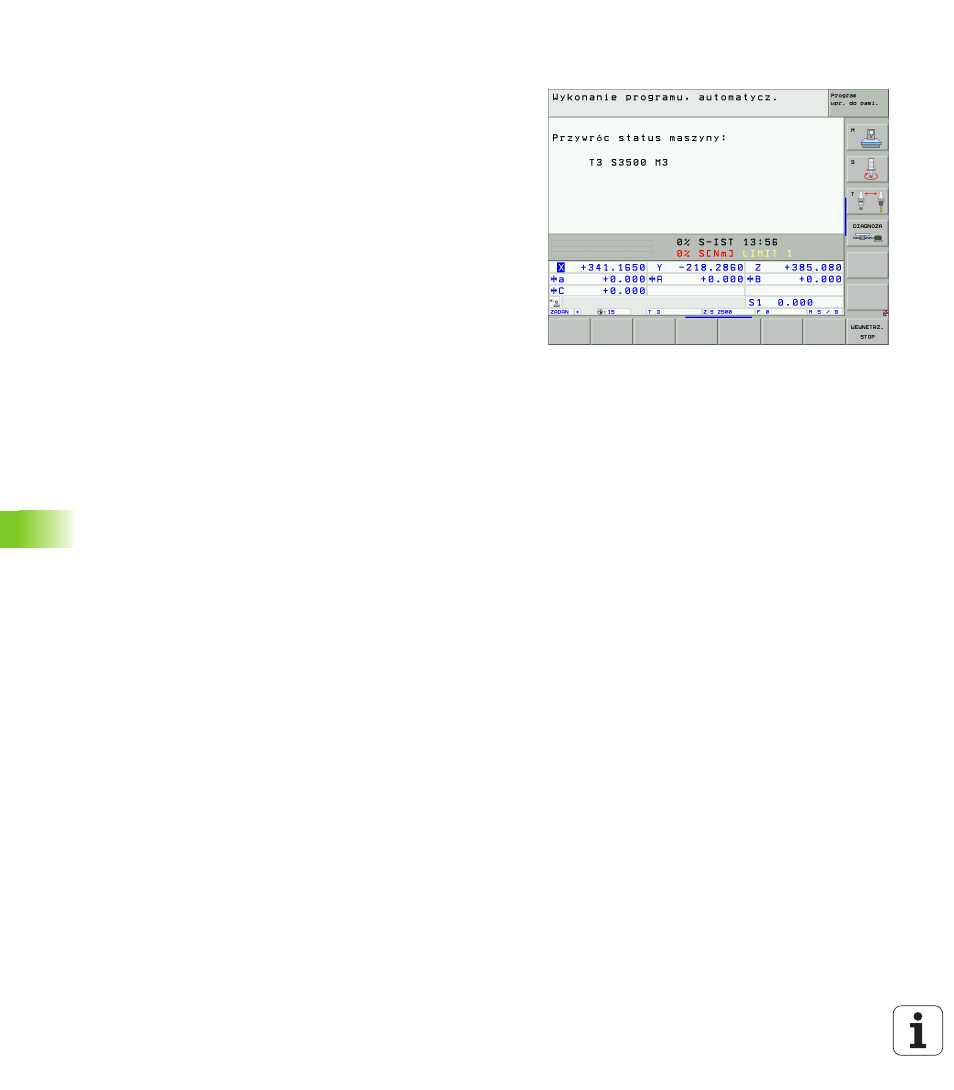
Ponowne dosunięcie narzędzia do konturu
Przy pomocy funkcji NAJAZD NA POZYCJĘ TNC przemieszcza
narzędzie w następujących sytuacjach do konturu obrabianego
przedmiotu:
Ponowne dosunięcie narzędzia do konturu po przesunięciu osi
maszyny w czasie przerwy, która została wprowadzona bez
WEW STOP.
Ponowne dosunięcie narzędzia po przebiegu wierszy przy pomocy
PRZEBIEG DO WIERSZA N, np. po przerwie wprowadzonej przy
pomocy WEW STOP.
Jeśli pozycja osi zmieniła się po otwarciu obwodu regulacji w czasie
przerwy w programie (zależne od maszyny).
Jeśli w wierszu przemieszczenia zaprogramowana jest także
niesterowana oś (patrz „Programowanie niewysterowanych osi (osie
licznika)” na stronie 647).
8
Ponowne dosunięcie narzędzia do konturu wybrać: softkey
NAJAZD NA POZYCJE wybrać
8
W razie potrzeby odtworzyć stan maszyny
8
Przemieścić osie w kolejności, zaproponowanej przez TNC na
ekranie monitora: zewnętrzny klawisz START nacisnąć lub
8
przemieścić osie w dowolnej kolejności: softkeys NAJAZD X,
NAJAZD Z itd.nacisnąć i za każdym razem aktywować przy pomocy
zewnętrznego klawisza START
8
Kontynuować obróbkę: zewnętrzny klawisz STARTnacisnąć