HEIDENHAIN iTNC 530 (340 49x-03) Instrukcja Obsługi
Strona 397
HEIDENHAIN iTNC 530
397
8.4 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
8
Zakres obróbki (0/1/2) Q215: ustalić zakres obróbki:
0: Obróbka zgrubna i wykańczająca
1: tylko obróbka zgrubna
2: tylko obróbka wykańczająca
Obróbka wykańczająca na boku i obróbka
wykańczająca na dnie zostają tylko wykonane, jeśli
został zdefiniowany odpowiedni naddatek na obróbkę
wykańczającą (Q368, Q369)
8
Długość rowka Q218 (wartość równolegle do osi
głównej płaszczyzny obróbki) Wprowadzić dłuższą
krawędź boczną rowka
8
Szerokość rowka Q219 (wartość równolegle do osi
pomocniczej płaszczyzny obróbki) Wprowadzić
szerokość rowka; jeśli szerokość rowka
wprowadzona jest równa średnicy narzędzia, to TNC
dokonuje tylko obróbki zgrubnej (frezowanie rowków
podłużnych). Maksymalna szerokość rowka przy
obróbce zgrubnej: podwójna średnica narzędzia
8
Naddatek dla obróbki wykańczającej z boku Q368
(przyrostowo): Naddatek dla obróbki wykańczającej
na płaszczyźnie obróbki.
8
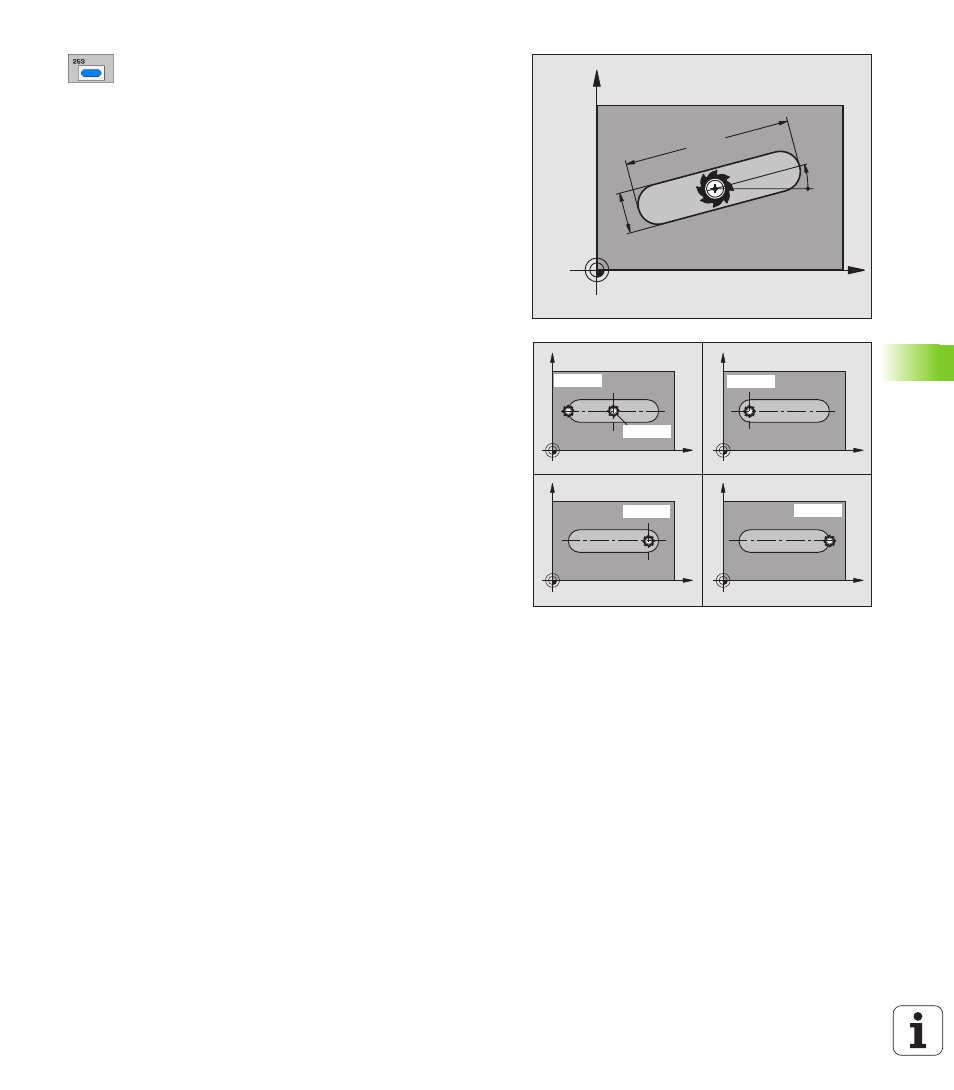
Położenie przy obrocie Q224 (absolutnie): Kąt, o który
zostaje obrócony cały rowek. Centrum obrotu leży na
pozycji, na której znajduje się narzędzie przy
wywołaniu cyklu.
8
Położenie rowka (0/1/2/3/4) Q367: Położenie rowka w
odniesieniu do pozycji narzędzia przy wywołaniu
cyklu:
0: Pozycja narzędzia = środek rowka
1: Pozycja narzędzia = lewy koniec rowka
2: Pozycja narzędzia = centrum lewego okręgu rowka
3: Pozycja narzędzia = centrum prawego okręgu
rowka
4: Pozycja narzędzia = prawy koniec rowka
8
Posuw frezowania Q207: prędkość przemieszczenia
narzędzia przy frezowaniu w mm/min
8
Rodzaj frezowania Q351: rodzaj obróbki frezowaniem
przy M3:
+1 = frezowanie współbieżne
–1 = Frezowanie przeciwbieżne
X
Y
Q219
Q218
Q224
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4