5 funkcje dodatkowe dla osi obrotowych – HEIDENHAIN iTNC 530 (340 49x-03) Instrukcja Obsługi
Strona 313
HEIDENHAIN iTNC 530
313
7.5 Funkcje dodatkowe dla osi obrotowych
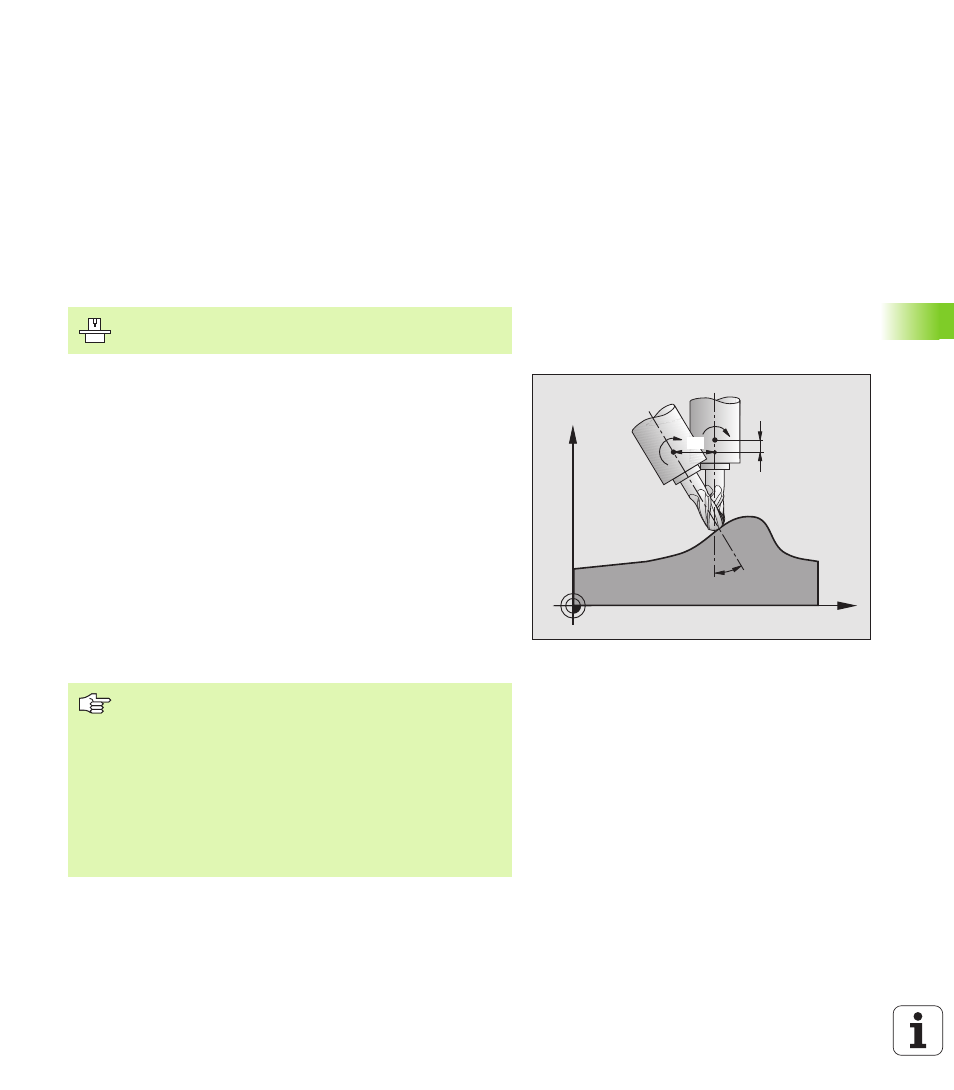
Automatyczna korekcja geometrii maszyny przy
pracy z osiami pochylenia (wahań): M114 (opcja
software 2)
Postępowanie standardowe
Postępowanie standardowe TNC przemieszcza narzędzie na
określone w programie obróbki pozycje. Jeśli w programie zmienia się
pozycja osi nachylenia, to postprocesor musi obliczyć powstające w
wyniku tego przesunięcie w osiach liniowych i dokonać go jednym
krokiem pozycjonowania. Ponieważ geometria maszyny odgrywa tu
znaczną rolę, dla każdej maszyny musi być oddzielnie obliczony
program NC.
Postępowanie z M114
Jeśli w programie zmienia się pozycja sterowanej osi wahań, to TNC
kompensuje to przesunięcie narzędzia automatycznie przy pomocy
3D-korekcji długości. Ponieważ geometria maszyny jest zapisana w
parametrach maszynowych, TNC kompensuje także automatycznie
specyficzne dla maszyny przesunięcia. Programy muszę zostać
obliczone przez postprocesor tylko raz, także jeśli one zostaną
odpracowane na różnych maszynach z TNC-sterowaniem.
Jeśli maszyna nie posiada sterowanej osi wahań (głowica nachylana
ręcznie, głowica zostaje pozycjonowana przez PLC), można po M114
wprowadzić obowiązującą każdorazowo pozycję głowicy odchylnej
(np. M114 B+45, Q-parametr dozwolony).
Korekcja promienia narzędzia musi zostać uwzględniona przez CAD-
system lub przez postprocesor. Programowana korekcja promienia
RL/RR prowadzi do pojawienia się komunikatu o błędach.
Jeśli TNC dokonuje korekcji długości narzędzia, to zaprogramowany
posuw odnosi się do ostrego końca narzędzia, poza tym do punktu
odniesienia narzędzia.
Geometria maszyny musi zostać określona przez
producenta maszyn w tabeli kinematyki.
X
Z
dB
dz
dx
B
B
Jeśli maszyna posiada sterowaną głowicę obrotową, to
można przerwać przebieg programu i zmienić pozycję osi
pochylenia (np. przy pomocy kółka obrotowego).
Przy pomocy funkcji PRZEBIEG DO PRZODU DO BLOKU
N można kontynuować program obróbki od miejsca
zatrzymania programu. TNC uwzględnia automatycznie,
przy aktywnej M114, nowe położenie osi wahań.
Aby zmienić położenie osi wahań przy pomocy kółka
ręcznego w czasie przebiegu programu, proszę użyć
M118 w połączeniu z M128.