HEIDENHAIN iTNC 530 (340 49x-03) Instrukcja Obsługi
Strona 358
358
8 Programowanie: cykle
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
8
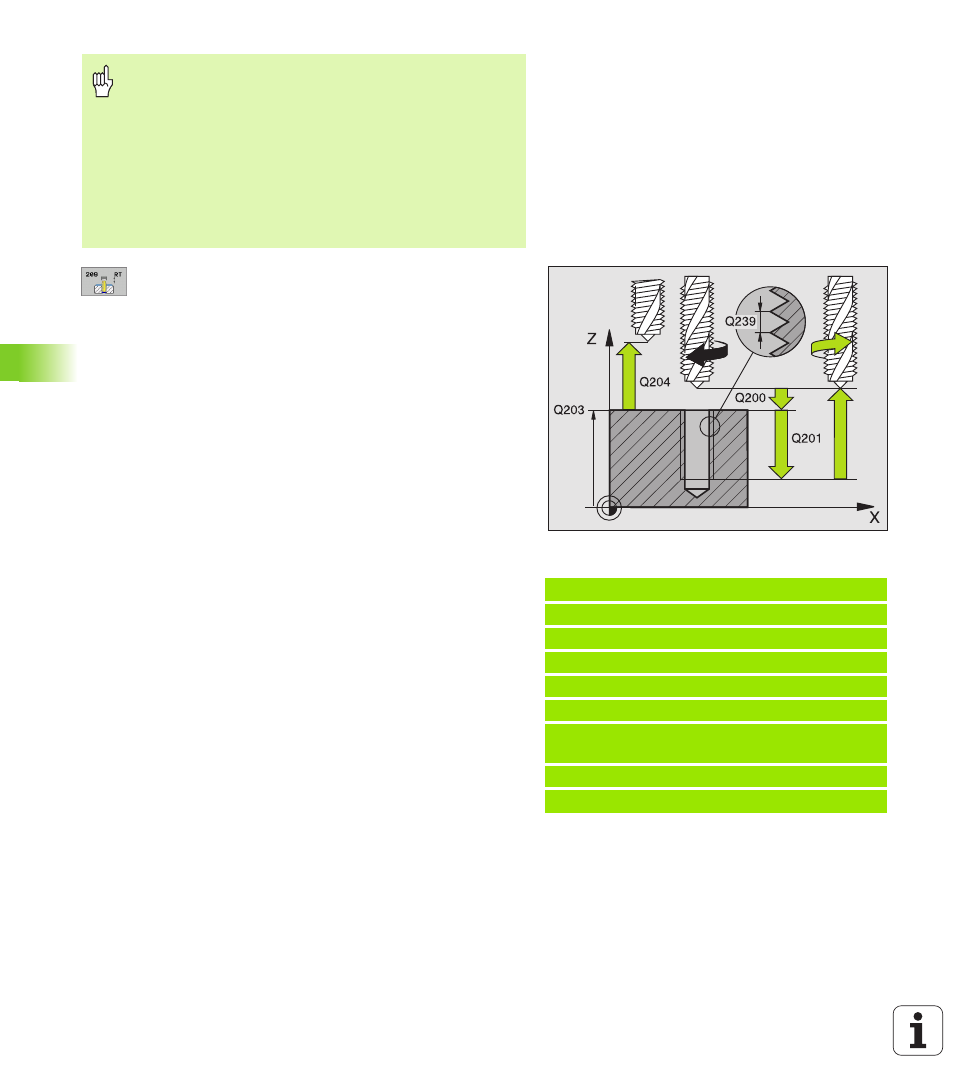
Bezpieczna wysokość Q200 (przyrostowo): Odstęp
wierzchołek ostrza narzędzia (pozycja startu) –
powierzchnia obrabianego przedmiotu
8
Głębokość gwintu Q201 (przyrostowo): Odstęp
powierzchnia obrabianego przedmiotu – dno gwintu
8
Skok gwintu Q239
Skok gwintu. Znak liczby określa gwint prawo- i
lewoskrętny:
+= gwint prawoskrętny
–= gwint lewoskrętny
8
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni obrabianego
przedmiotu
8
2. Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem)
8
Głębokość wiercenia przy łamaniu wióra Q257
(przyrostowo): Dosuw, po którym TNC przeprowadza
łamanie wióra.
8
Powrót przy łamaniu wióra Q256: TNC mnoży skok
Q239 przez wprowadzoną wartość i odsuwa
narzędzie przy łamaniu wióra o wyliczoną wartość.
Jeżeli wprowadzimy Q256 = 0, to TNC wysuwa
narzędzie dla usunięcia wióra całkowicie z odwiertu
(na Bezpieczną wysokość)
8
Kąt dla orientacjiwrzeciona Q336 (absolutnie): Kąt,
pod którym TNC pozycjonuje narzędzie przed
zabiegiem nacinania gwintu. W ten sposób można
dokonać ponownego nacinania lub poprawek
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeśli w czasie nacinania gwintu naciśniemy zewnętrzny przycisk Stop,
to TNC pokazuje Softkey WYSUNIĘCIE NARZ. RĘCZ. . Jeśli
naciśniemy WYSUNIĘCIE NARZ.RĘCZ. , to można wysunąć
narzędzie z materiału, samodzielnie nim sterując. Proszę w tym celu
nacisnąć przycisk dodatniego ustawienia aktywnej osi wrzeciona.
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (bit 2=1) czy też
nie (bit 2 = 0).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!
Példa: NC-wiersze
26 CYCL DEF 209 GWINTOWANIE ŁAM.WIORA
Q200=2
;ODSTĘP BEZPIECZ.
Q201=-20
;GłĘBOKOŚĆ
Q239=+1
;SKOK GWINTU
Q203=+25 ;WSPł. POWIERZCHNI
Q204=50
;2. ODSTĘP BEZPIECZ.
Q257=5
;Gł.WIERCENIA łAMANIE
WIÓRA
Q256=+25 ;RZ PRZY łAMANIU WIÓRA
Q336=50
;KĄT WRZECIONA