HEIDENHAIN iTNC 530 (340 49x-03) Instrukcja Obsługi
Strona 178
178
4 Programowanie: podstawy, zarządzanie plikami, pomoce przy programowaniu, zarządzanie paletami
4.15 Praca z paletami przy zorientowanej na narz
ędzia obróbce
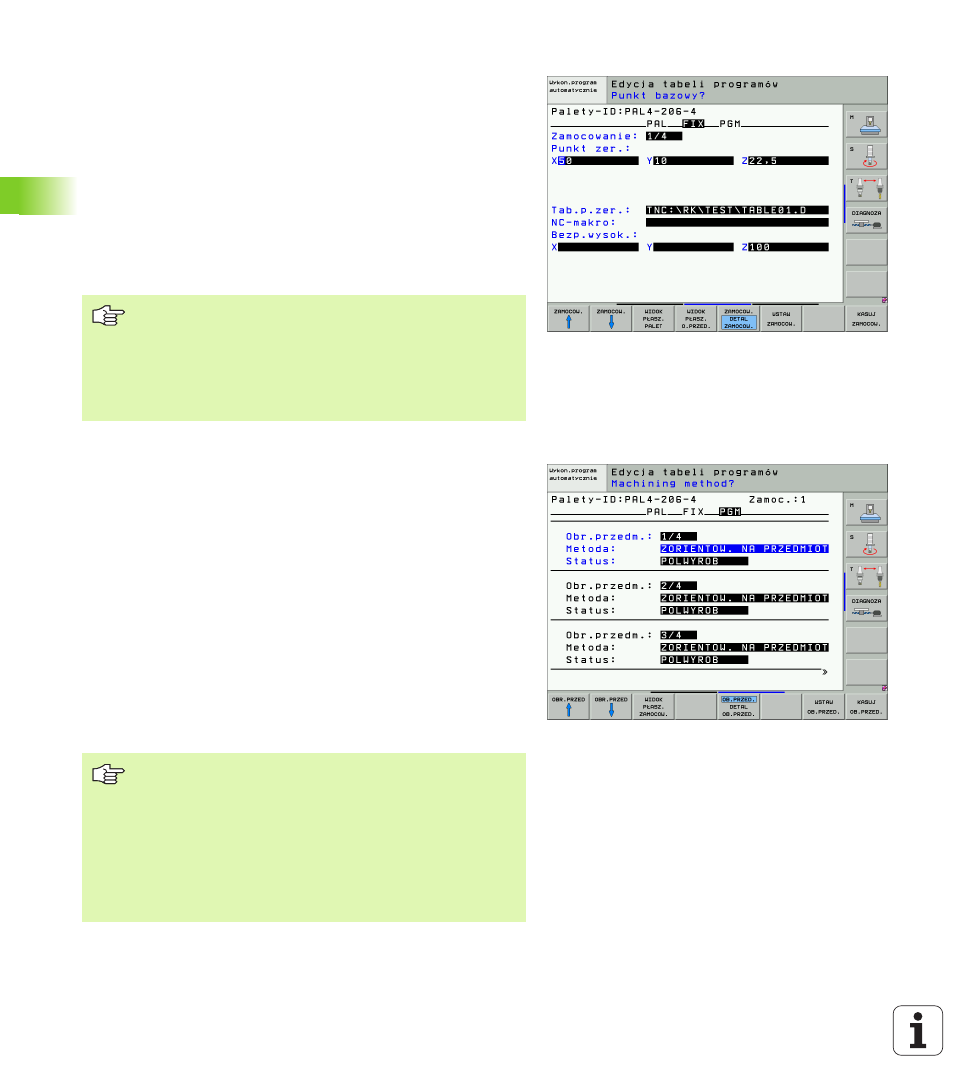
Nastawienie szczegółów na poziomie palet
Zamocowanie: Zostaje ukazany numer zamocowania, po kresce
ukośnej zostaje wyświetlona liczba zamocowań na danym
poziomie.
Punkt zerowy: Wprowadzić punkt zerowy dla zamocowania.
NP-tabela: Proszę wpisać nazwę i ścieżkę tabeli punktów zerowych
(NP-tabela), obowiązujące dla obróbki przedmiotu. Ta informacja
zostaje przejęta do poziomu obrabianego przedmiotu.
NC-Makro: Przy obróbce zorientowanej na narzędzie makros
TCTOOLMODE zostaje wykonane zamiast normalnego makrosa
zmiany narzędzia.
Bezp. wysokość: (opcjonalnie): Bezpieczna pozycja dla
pojedyńczych osi w odniesieniu do zamocowania.
Nastawienie poziomu przedmiotu
Przedmiot: Zostaje ukazany numer przedmiotu, po kresce ukośnej
zostaje wyświetlona liczba przedmiotów na danym poziomie
zamocowania.
Metoda: Można wybierać metody obróbki WORKPIECE ORIENTED
lub TOOL ORIENTED. W widoku na tabele pojawia się metoda
WORKPIECE ORIENTED z WPO i TOOL ORIENTED z TO.
Przy pomocy Softkey ŁACZYC/ROZDZIELIC oznaczamy
przedmioty, które są uwzglądniane przy zorientowanej na narzędzie
obróbce w obliczeniach dla operacji obróbkowej. Połączone
przedmioty zostają oznaczone poprzez przerywaną kreskę
rozdzielającą, rozdzielone przedmioty poprzez linię ciągłą. W
widoku na tabele zostają połączone przedmioty w szpalcie
METODA zCTO oznaczone.
Status: Z Softkey POLWYROB przedmiot zostaje oznaczony jako
jeszcze nie obrobiony i w polu status jako BLANK zapisane. Proszę
używać Softkey WOLNE MIEJSCE, jeśli chcemy pominąć paletę
przy obróbce, w polu statusu pojawia się Empty.
Dla osi można podawać opcje bezpieczeństwa, które
mogą zostać odczytane w NC-makro przy pomocy
SYSREAD FN18 ID510 NR 6. Przy pomocy SYSREAD
FN18 ID510 NR 5 można ustalić, czy w tej szpalcie została
zaprogramowana wartość. Podane pozycje zostaną
najechane, jeśli w NC-makrosach te wartości zostaną
odczytane i odpowiednio zaprogramowane.
Jeśli nastawimy metodę i status na poziomie palet lub
zamocowania, to wprowadzenie zostaje przejęte dla
wszystkich przynależnych przedmiotów.
W przypadku kilku wariantów w granicach jednego
poziomu należy podać przedmioty jednego wariantu jeden
po drugim. W przypadku zorientowanej na narzędzie
obróbki można przedmioty każdego wariantu oznaczyć
przy pomocy Softkey POLACZYC/ROZDZIELIC i dokonać
obróbki grupami.