HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 444
Obsługa ręczna i nastawienie
15.2 Przemieszczenie osi maszyny
15
444
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
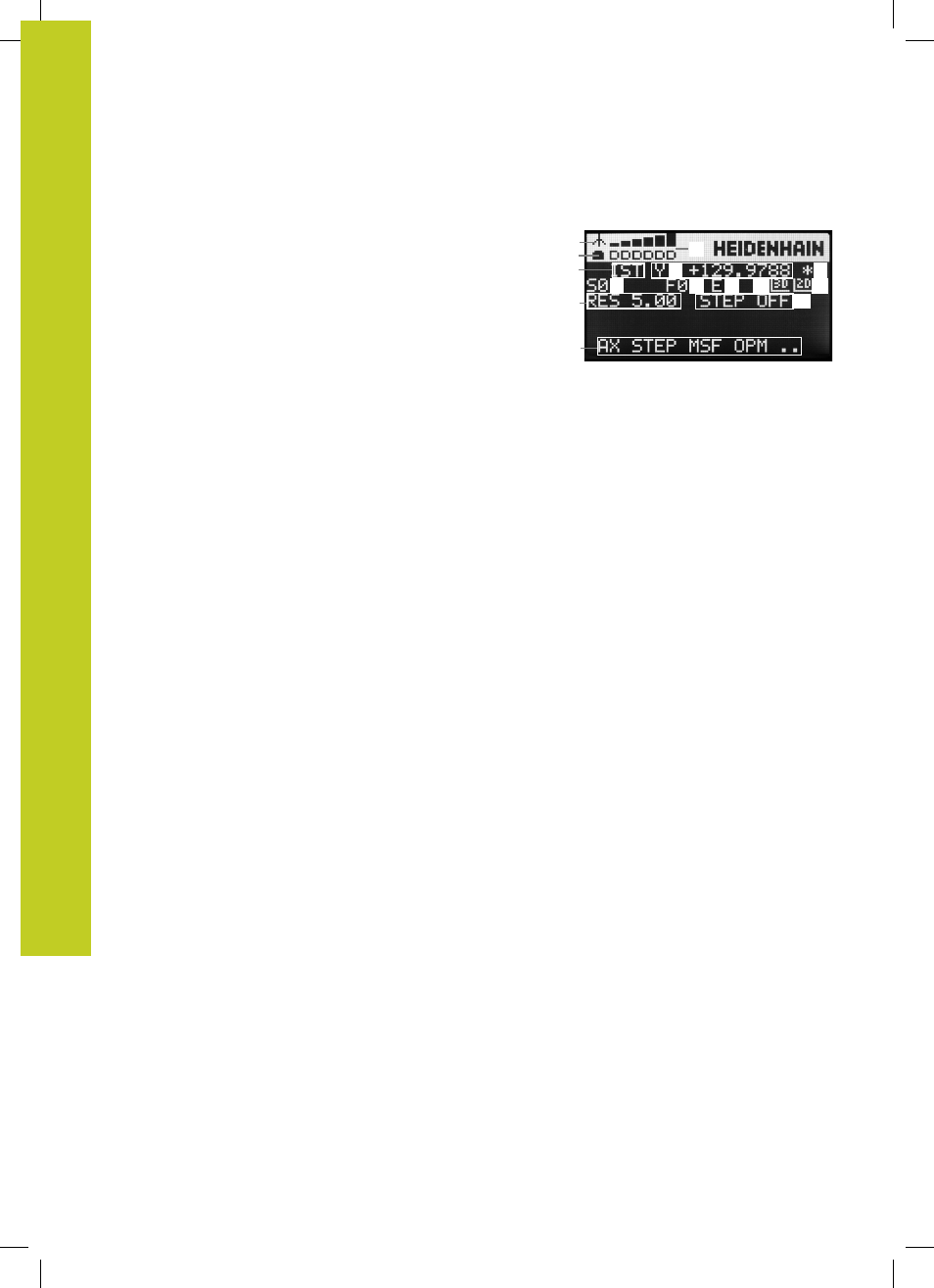
Ekran kółka ręcznego
1
Tylko dla kółka na sygnale HR 550 FS
: wskazanie, czy kółko
znajduje się w stacji i czy transmisja sygnału jest aktywna
2
Tylko dla kółka na sygnale radiowym HR 550 FS
: wskazanie
intensywności pola, 6 belek = maksymalna intensywność pola
3
Tylko dla kółka na sygnale radiowym HR 550 FS
: stan
ładowania baterii, 6 belek = maksymalna intensywność pola.
Podzczas ładowania przebiega pasek z lewej na prawą stronę
4 RZECZ: rodzaj wskazania położenia
5 Y+129.9788: pozycja wybranej osi
6 *: STIB (sterowanie pracuje); uruchomiono przebieg programu
lub oś jest w ruchu
7 S0: aktualna prędkość obrotowa wrzeciona
8 F0: aktualny posuw, z którym wybrana oś zostaje momentalnie
przemieszczana
9 E: komunikat o błędach
10 3D: funkcja nachylenia płaszczyzny obróbki jest aktywna
11 2D: funkcja obrotu podstawowego jest aktywna
12 RES 5.0: aktywna rozdzielczość kółka obrotowego. droga w
mm/obrót (°/obrót w przypadku osi obrotu), pokonywana przez
wybraną oś za jeden obrót kółka
13 STEP ON lub OFF: pozycjonowanie pojedyńczymi krokami
aktywne lub nieaktywne. Przy aktywnej funkcji TNC ukazuje
dodatkowo aktywny krok przemieszczenia
14 Pasek z softkey: wybór rozmaitych funkcji, opis w poniższych
rozdziałach
14
4
12
5
8
7
7
10
3
2
1
11
13
7
9
7
6