2 przemieszczenie osi maszyny, Wskazówka, Stopniowe pozycjonowanie – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 441: Przemieszczenie osi maszyny, Przemieszczenie osi maszyny 15.2
Przemieszczenie osi maszyny 15.2
15
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
441
15.2
Przemieszczenie osi maszyny
Wskazówka
Przemieszczenie osi przy pomocy przycisków
kierunkowych zależy od rodzaju maszyny. Proszę
zwrócić uwagę na instrukcję obsługi maszyny.
Przemieszczenie osi zewnętrznymi klawiszami
kierunkowymi
Wybrać rodzaj pracy Obsługa ręczna
Nacisnąć zewnętrzny klawisz kierunkowy i
trzymać, aż oś zostanie przesunięta na zadanym
odcinku lub
Oś przesunąć w trybie ciągłym: nacisnąć
zewnętrzny przycisk kierunkowy i trzymać
naciśniętym oraz nacisnąć krótko zewnętrzny
START
Zatrzymanie: nacisnąć zewnętrzny STOP-klawisz
Za pomocą obu tych metod można przesuwać kilka osi
równocześnie. Posuw, z którym osie zostają przemieszczane,
można zmienić używając softkey F, patrz "Prędkość obrotowa
wrzeciona S, posuw F oraz funkcja dodatkowa M", Strona 452.
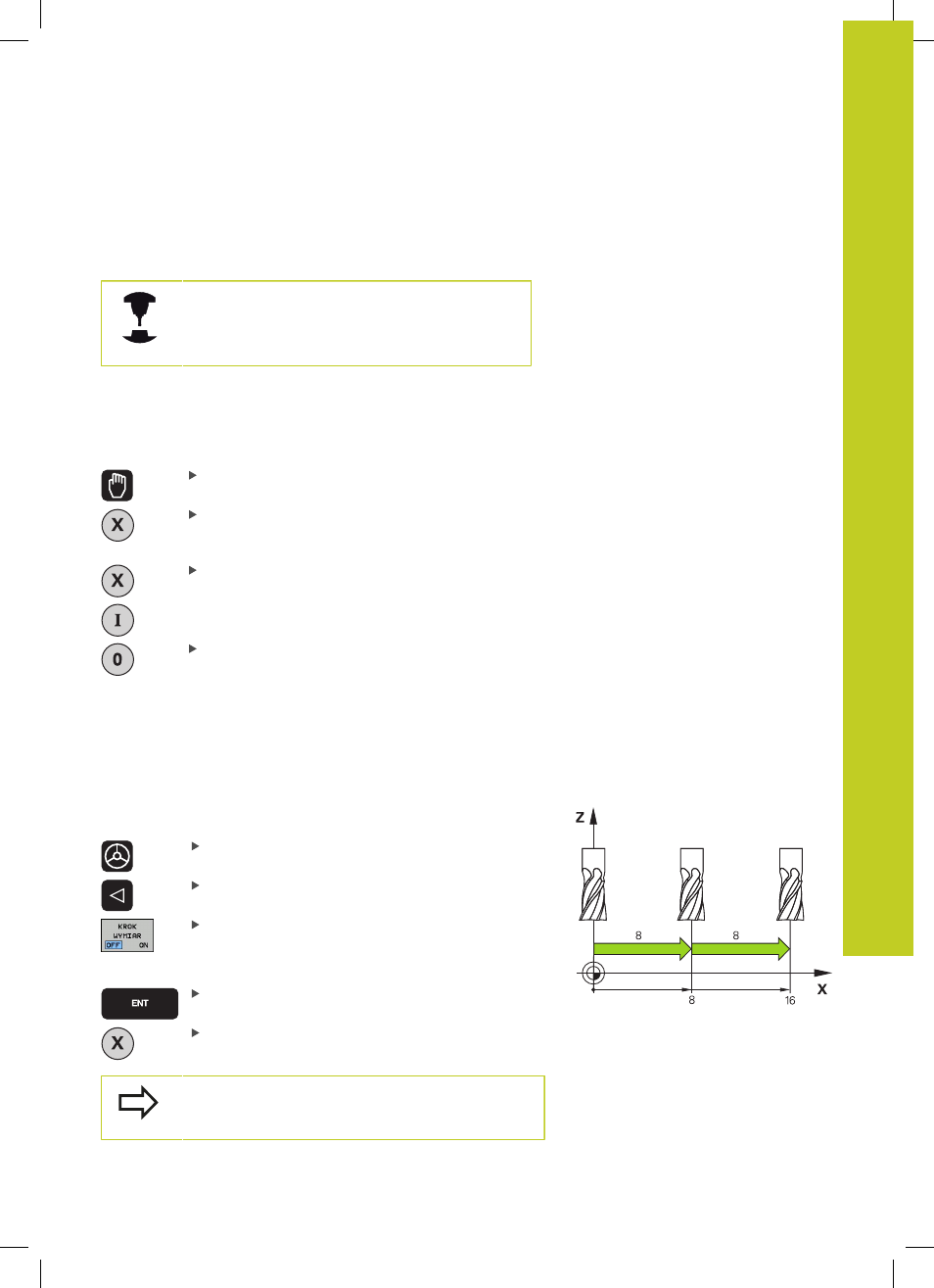
Stopniowe pozycjonowanie
Przy pozycjonowaniu etapowym (krok po kroku) TNC przesuwa oś
maszyny o określony przez użytkownika odcinek (krok).
Wybrać rodzaj pracy Obsługa ręczna lub Elektr.
kółko ręczne
Softkey-pasek przełączyć
Wybrać pozycjonowanie krok po kroku: Softkey
WYMIAR KROKU ustawić na ON
WCIECIE =
Zapisać wcięcie w mm, klawiszem ENT potwierdzić
Nacisnąć zewnętrzny przycisk kierunkowy: dowolnie
często ustalać położenie
Maksymalnie możliwa do wprowadzenia wartość dla
dosuwu wynosi 10 mm.