HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 420
Programowanie: obróbka toczeniem
14.2 Funkcje podstawowe (opcja software 50)
14
420
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
Dane narzędzi w tabeli narzędzi tokarskich
Element zapisu
Zastosowanie
Zapis
T
Numer narzędzia: musi być zgodny z numerem
narzędzia tokarskiego w TOOL.T
-
ZL
Wartość korekcji dla długości narzędzia 1 (kierunek
Z)
-99999,9999...+99999,9999
XL
Wartość korekcji dla długości narzędzia 2 (kierunek
X)
-99999,9999...+99999,9999
DZL
Wartość delta długości narzędzia 1 (kierunek Z),
działa addytywnie do zL
-99999,9999...+99999,9999
DXL
Wartość delta długości narzędzia 2 (kierunek X),
działa addytywnie do XL
-99999,9999...+99999,9999
RS
Promień ostrza: TNC uwzględnia promień ostrza
w cyklach toczenia i wykonuje korekcję promienia
ostrza, jeśli zaprogramowano kontury z korekcją
promienia RL lub RR
-99999,9999...+99999,9999
TO
Orientacja narzędzia: kierunek ostrza narzędzia
1...9
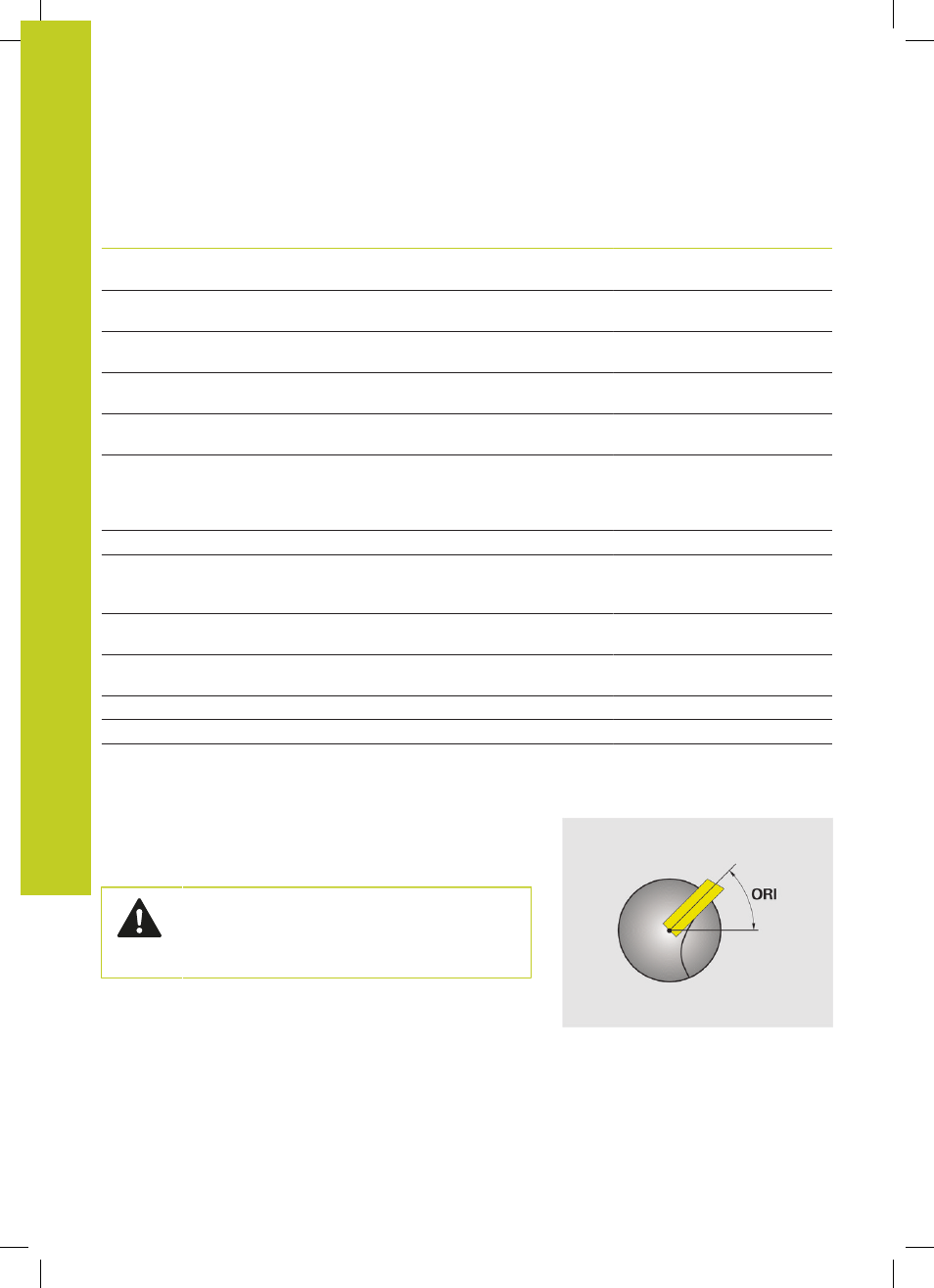
ORI
Kąt orientacji wrzeciona: kąt wrzeciona frezowania
dla ustawienia narzędzia tokarskiego w położenie
obróbkowe
-360,0...+360,0
T-ANGLE
Kąt przyłożenia dla narzędzi obróbki zgrubnej i
wykańczającej
0,0000...+179,9999
P-ANGLE
Kąt wierzchołkowy dla narzędzi obróbki zgrubnej i
wykańczającej
0,0000...+179,9999
CUTLENGTH
Długość ostrza przecinaka
0,0000...+99999,9999
CUTWIDTH
Szerokość przecinaka
0,0000...+99999,9999
TYP
Typ narzędzia tokarskiego: zgrubne ROUGH,
wykańczające FINISH, gwintownik THREAD, przecinak
RECESS
, grzybkowe BUTTON, przecinak RECTURN
ROUGH
, FINISH, THREAD,
RECESS
, BUTTON, RECTURN
Za pomocą kąta orientacji wrzeciona ORI określamy położenie
kątowe wrzeciona frezowania dla narzędzia tokarskiego.
Zorientować ostrze narzędzia w zależności od orientacji narzędzia
TO
na centrum stołu obrotowego lub w przeciwnym kierunku.
Narzędzie musi być zamocowane we właściwym
położeniu i być zmierzone.
Sprawdzić orientację narzędzia po definiowaniu
narzędzia.