Obróbka niewielkich stopni konturu: m97 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 319
Funkcje dodatkowe dla zachowania na torze kształtowym 10.4
10
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
319
10.4
Funkcje dodatkowe dla zachowania na
torze kształtowym
Obróbka niewielkich stopni konturu: M97
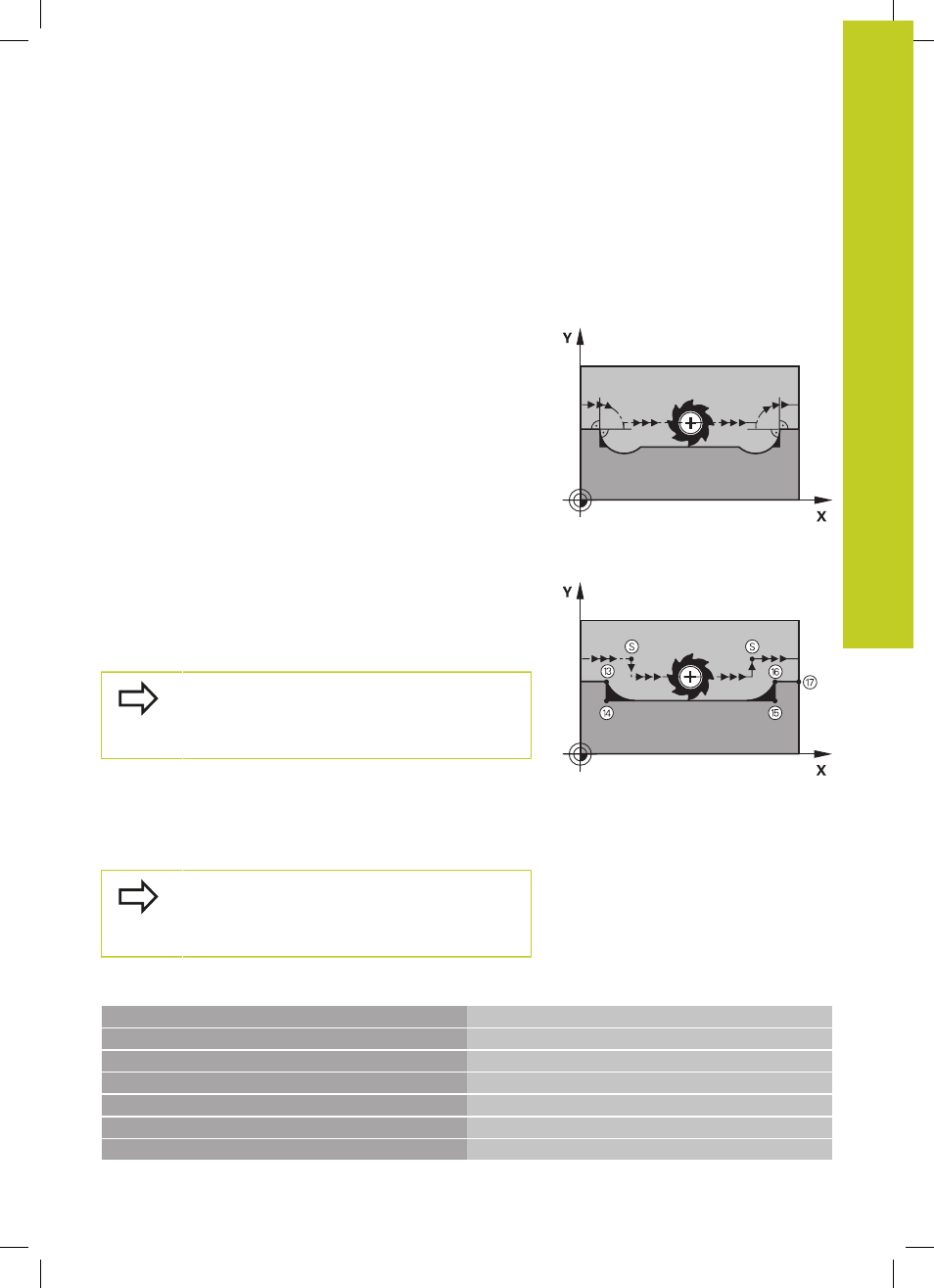
Postępowanie standardowe
TNC dołącza na narożu zewnętrznym okrąg przejściowy. Przy
bardzo małych stopniach konturu narzędzie mogłoby uszkodzić w
ten sposób kontur
TNC przerywa w takich miejscach przebieg programu i wydaje
komunikat o błędach „Promień narzędzia za duży“.
Postępowanie z M97
TNC ustala punkt przecięcia toru kształtowego dla elementów
konturu –jak w przypadku naroży wewnętrznych – i przemieszcza
narzędzie przez ten punkt.
Proszę programować M97 w tym bloku, w którym jest wyznaczony
ten punkt naroża zewnętrznego.
Zamiast M97należy używać znacznie wydajniejszej
funkcji M120 LA , patrz "Obliczanie z wyprzedzeniem
konturu z korekcją promienia (LOOK AHEAD): M120
(opcja software Miscellaneous functions)"!
Działanie
M97 działa tylko w tym bloku programu, w którym zaprogramowana
jest M97.
Naroże konturu zostaje przy pomocy M97 tylko
częściowo obrobione. Ewentualnie musi to naroże
konturu zostać obrobione dodatkowo przy pomocy
mniejszego narzędzia.
NC-wiersze przykładowe
N50 G99 G01 ... R+20 *
Duży promień narzędzia
...
N130 X ... Y ... F ... M97 *
Najechać punkt konturu 13
N140 G91 Y-0,5 ... F ... *
Obróbka niewielkich stopni konturu 13 i 14
N150 X+100 ... *
Najechać punkt konturu 15
N160 Y+0,5 ... F ... M97 *
Obróbka niewielkich stopni konturu 15 i 16
N170 G90 X ... Y ... *
Najechać punkt konturu 17