Korekcja promienia ostrza srk – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 424
Programowanie: obróbka toczeniem
14.2 Funkcje podstawowe (opcja software 50)
14
424
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
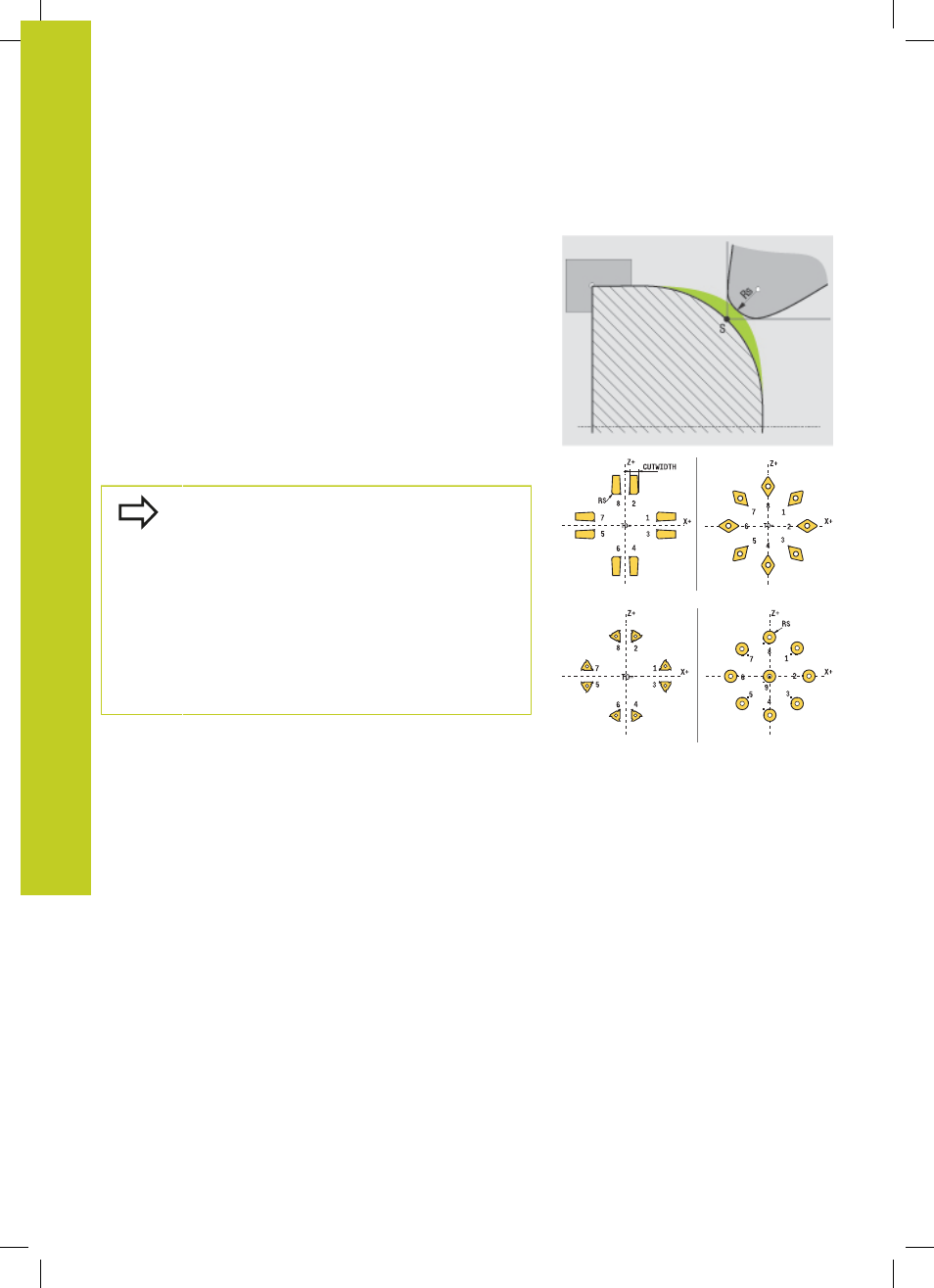
Korekcja promienia ostrza SRK
Narzędzia tokarskie mają na wierzchołku określony promień
ostrza (RS). W ten sposób dochodzi przy obróbce stożków, fazek i
zaokrągleń do zniekształceń na konturze, ponieważ programowane
ścieżki przemieszczenia odnoszą się zasadniczo do teoretycznego
wierzchołka ostrza S (patrz ilustracja z prawej u góry). SRK
pozwala uniknąć powstających przez to odchyleń.
W cyklach toczenia TNC wykonuje automatycznie korekcję
promienia ostrza. W pojedyńczych wierszach przemieszczenia i w
obrębie programowanego konturu aktywujemy SRK z RL lub RR.
W cyklach toczenia TNC sprawdza geometrię ostrza na podstawie
kąta wierzchołkowego P-ANGLE oraz kąta przyłożenia T-ANGLE.
Elementy konturu w cyklu TNC obrabia tylko o ile to możliwe
danym narzędziem. TNC wydaje ostrzeżenie, jeśli pozostaje reszta
materiału.
Przy neutralnym położeniu ostrza (TO=2;4;6;8)
kierunek korekcji promienia nie jest jednoznaczny. W
tych przypadkach SRK możliwa jest tylko w obrębie
cykli.
TNC może wykonywać korekcję promienia narzędzia
także podczas obróbki. Tu obowiązuje następujące
ograniczenie: jeśli uruchamiana obróbka jest
aktywowana z M128 to korekcja promienia ostrza
jest bez cyklu, czyli w wierszach przemieszczenia
z RL/RR, nie jest możliwa. Jeśli obróbka jest
aktywowana z M144 , to powyższe ograniczenie nie
obowiązuje.