3 kontur najechać i opuścić, Punkt startu i punkt końcowy, Kontur najechać i opuścić – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 192: Patrz " kontur najechać i opuścić
Programowanie: programowanie konturów
6.3
Kontur najechać i opuścić
6
192
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
6.3
Kontur najechać i opuścić
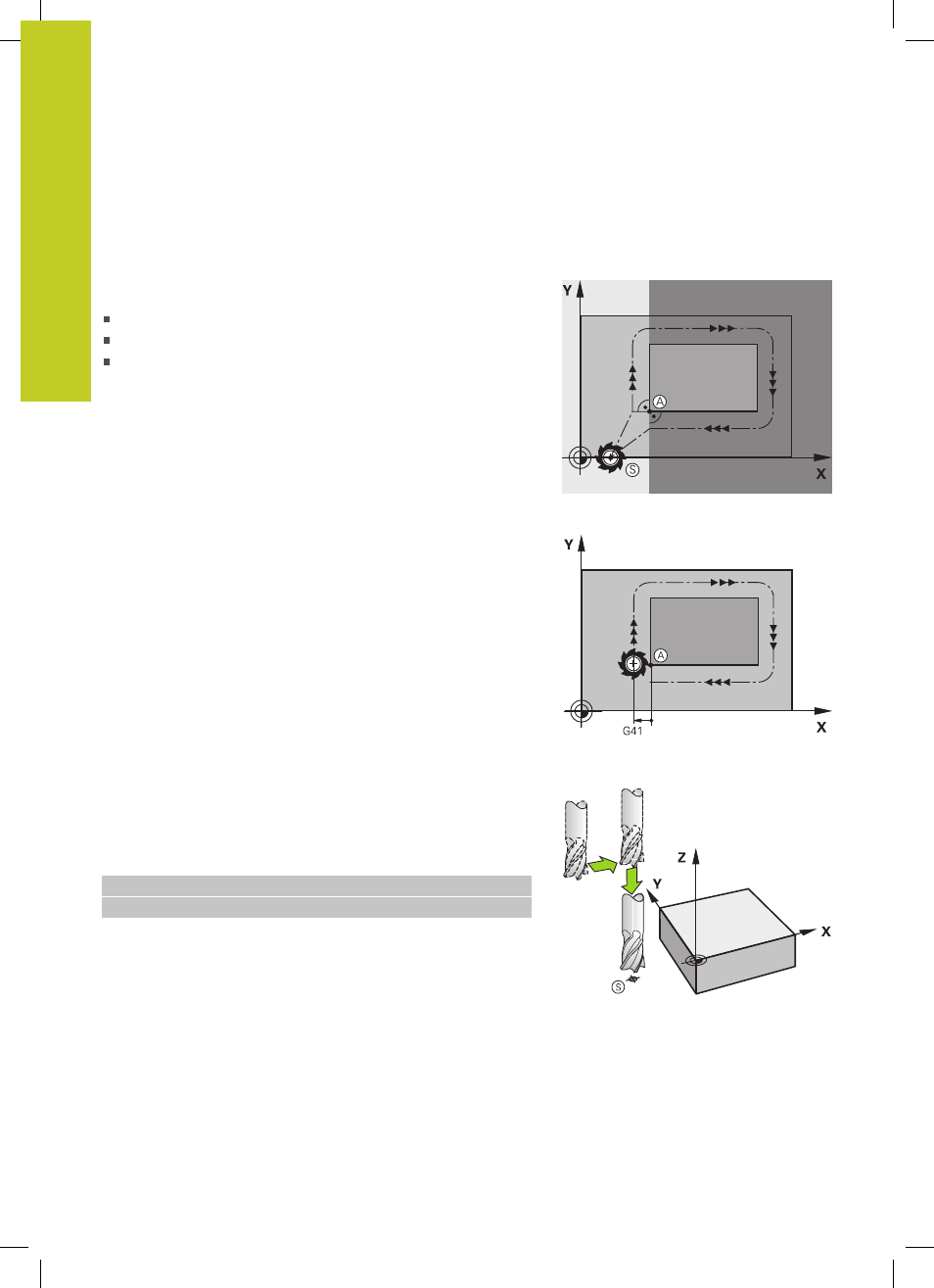
Punkt startu i punkt końcowy
Narzędzie przemieszcza się od punktu startu do pierwszego punktu
konturu. Wymagania dotyczące punktu startu:
Zaprogramowany bez korekcji promienia
Najeżdżalny bezkolizyjnie
Blisko pierwszego punktu konturu
Przykład na ilustracji po prawej u góry:
jeśli wyznaczamy punkt startu na ciemnoszarym obszarze, to
kontur zostaje uszkodzony przy najeździe pierwszego punktu
konturu.
Pierwszy punkt konturu
Dla przemieszczenia narzędzia do pierwszego punktu konturu
proszę zaprogramować korekcję promienia.
Punkt startu w osi wrzeciona najechać
Przy najeździe punktu startu narzędzie musi przemieszczać
się w osi wrzeciona na głębokość roboczą. W przypadku
niebezpieczeństwa kolizji należy punkt startu najechać w osi
wrzeciona oddzielnie.
NC-wiersze
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *