Fazkę wstawić pomiędzy dwoma prostymi – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 198
Programowanie: programowanie konturów
6.4
Ruchy po torze kołowym - współrzędne prostokątne
6
198
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
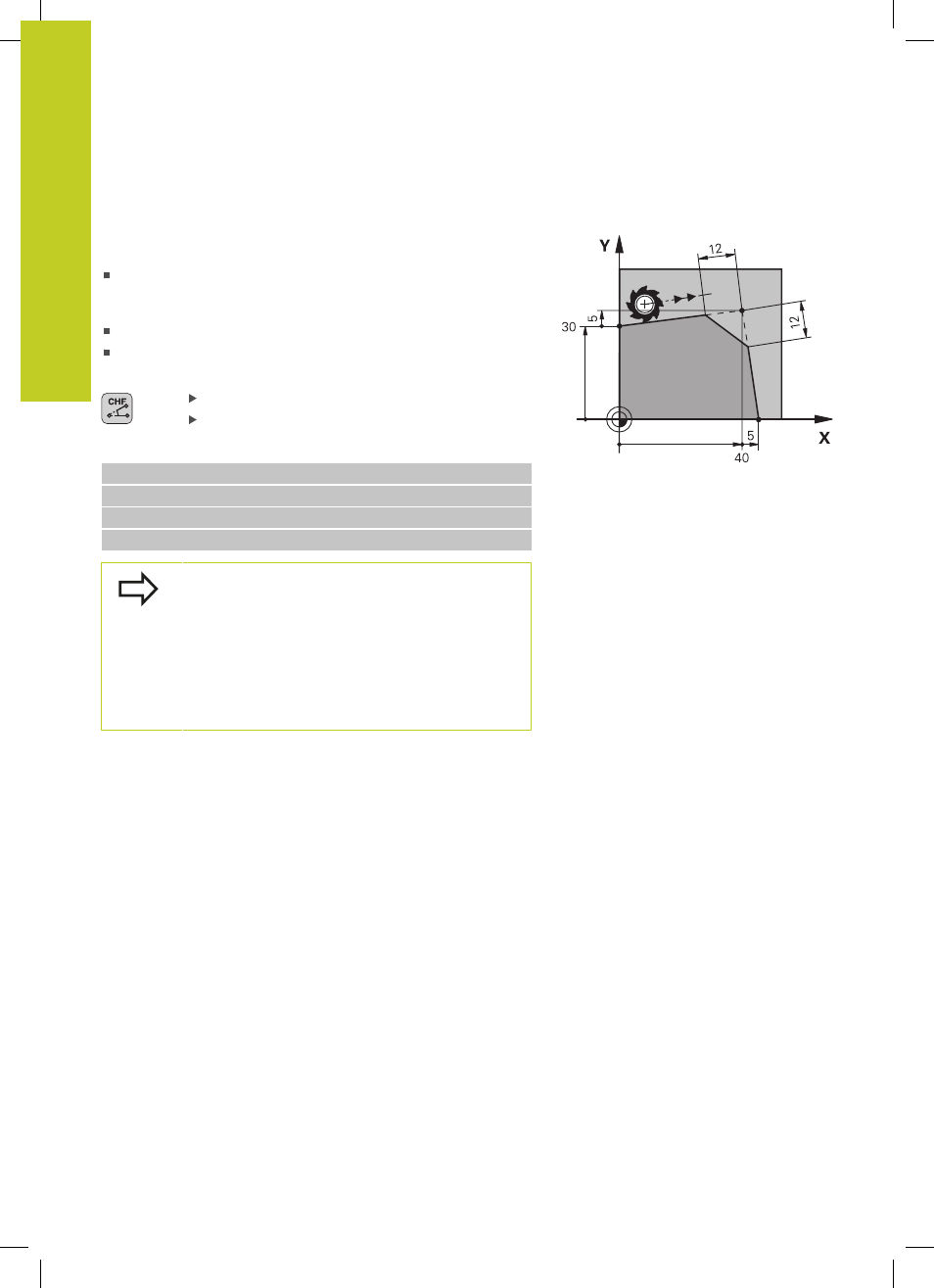
Fazkę wstawić pomiędzy dwoma prostymi
Na narożach konturu, które powstają poprzez przecięcie dwóch
prostych, można wykonać fazki.
W wierszach prostych przed i po G24-wierszu proszę
zaprogramować każdorazowo obydwie współrzędne
płaszczyzny, w której zostanie wykonana fazka
Korekcja promienia przed i po G24-wierszu musi być taka sama
Fazka musi być wykonywalna przy pomocy używanego na
danym etapie narzędzia
Scinanie fazki
: długość fazki, jeśli to konieczne:
Posuw F
(działa tylko w G24-wierszu)
NC-wiersze przykładowe
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 F250 *
N100 G91 X+5 G90 Y+0 *
Nie można rozpoczynać konturu z G24-wiersza.
Fazka zostaje wykonana tylko na płaszczyźnie
obróbki.
Nrzędzie nie zostaje dosunięte do punktu narożnego,
odciętego wraz z fazką.
Zaprogramowany w CHF-bloku posuw działa
tylko w tym CHF-bloku. Potem obowiązuje posuw
zaprogramowany przed -wierszem.