Prosta na biegu szybkim g00 prosta z posuwem g01 f – HEIDENHAIN TNC 640 (34059x-02) ISO programming Instrukcja Obsługi
Strona 197
Ruchy po torze kołowym - współrzędne prostokątne
6.4
6
TNC 640 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 10/2013
197
Prosta na biegu szybkim G00 prosta z posuwem G01 F
TNC przemieszcza narzędzie po prostej od jego aktualnej pozycji
do punktu końcowego prostej. Punkt startu jest jednocześnie
punktem końcowym poprzedniego bloku.
Współrzędne
punktu końcowego prostej, jeśli to
konieczne
Korekcja promienia
Posuw F
Funkcja dodatkowa M
Przemieszczenie z posuwem szybkim
Wiersz prostej dla ruchu szybkiego (G00-wiersz) można także
otworzyć klawiszem L :
Proszę nacisnąć klawisz L dla otwarcia wiersza programu dla
przemieszczenia prostoliniowego
Proszę przejść klawiszem ze strzałką w lewo na obszar
wprowadzenia dla funkcji G
Wybrać softkey G0 dla szybkiego ruchu przemieszczenia
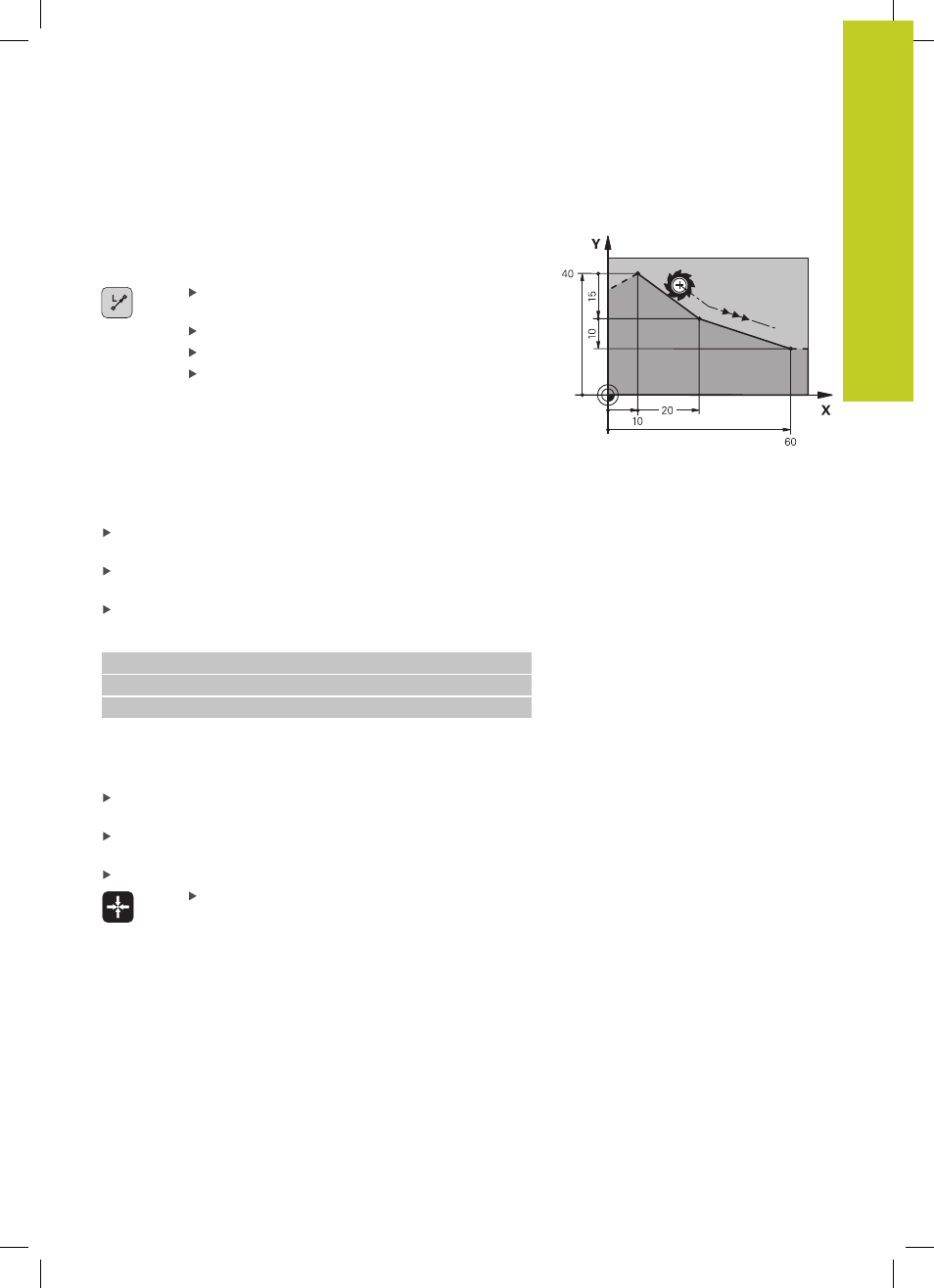
NC-wiersze przykładowe
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Przejęcie pozycji rzeczywistej
Wiersz prostej (G01G01-wiersz) można także generować
klawiszem „PRZEJĘCIE POZYCJI RZECZYWISTEJ“:
Proszę przesunąć narzędzie w rodzaju pracy Obsługa ręczna na
pozycję, która ma być przejęta
Przełączyć wyświetlacz monitora na Program wprowadzić do
pamięci/edycja
Wybrać zapis programu, za którym ma być włączony L-blok
Klawisz „PRZEJĘCIE POZYCJI RZECZYWISTEJ“
nacisnąć: TNC generuje wiersz L ze
współrzędnymi pozycji rzeczywistej