Przebieg cyklu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 417
POMIAR PŁASZCZYZNA (cykl 431, DIN/ISO: G431, opcja software
17)
16.13
16
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
417
16.13 POMIAR PŁASZCZYZNA (cykl 431,
DIN/ISO: G431, opcja software 17)
Przebieg cyklu
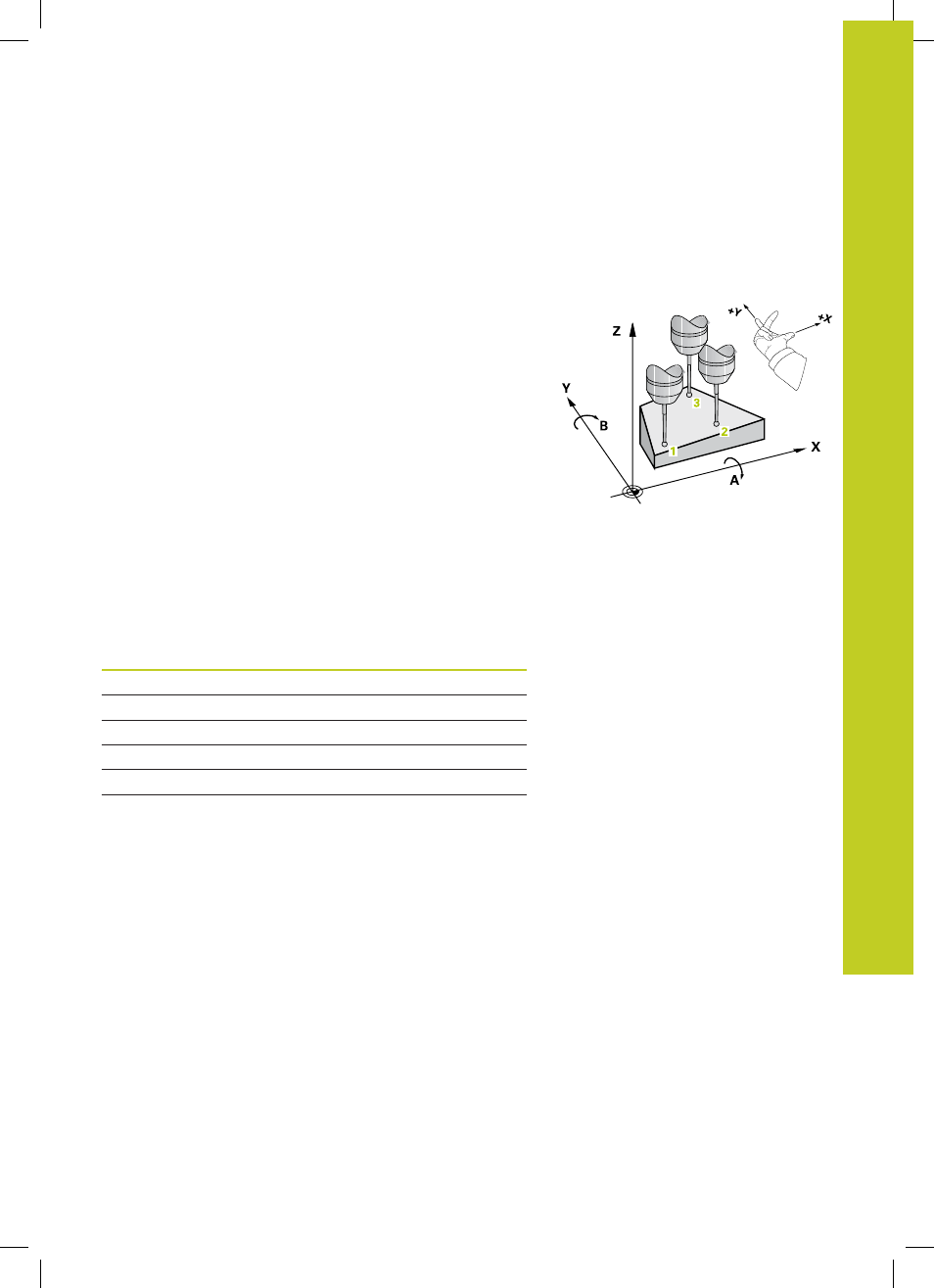
Cykl sondy pomiarowej 431 ustala kąt płaszczyzny poprzez
pomiar trzech punktów i zapamiętuje te wartości w parametrach
systemowych.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", strona 296)
do zaprogramowanego punktu próbkowania
1
i mierzy tam
pierwszy punkt płaszczyzny. TNC przesuwa przy tym sondę
pomiarową o odstęp bezpieczeństwa w kierunku przeciwnym do
kierunku próbkowania
2 Następnie sonda pomiarowa powraca na bezpieczną wysokość,
potem na płaszczyźnie obróbki do punktu pomiaru
2
i mierzy
tam wartość rzeczywistą drugiego punktu płaszczyznowego
3 Następnie sonda pomiarowa powraca na bezpieczną wysokość,
potem na płaszczyźnie obróbki do punktu pomiaru
3
i mierzy
tam wartość rzeczywistą trzeciego punktu płaszczyznowego
4 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje ustalone wartości kąta w
następujących Q-parametrach:
Numer parametru
Znaczenie
Q158
Kąt projekcji osi A
Q159
Kąt projekcji osi B
Q170
Kąt przestrzenny A
Q171
Kąt przestrzenny B
Q172
Kąt przestrzenny C
Q173 do Q175
Wartości pomiaru w osi sondy
pomiarowej (pierwszy do trzeciego
pomiaru)