Przebieg cyklu, Nowy cykl obróbki 233 frezowanie planowe patrz, Frezowanie planowe (cykl 233, din/iso: g233, opcja – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 244
Cykle obróbkowe: frezowanie metodą wierszowania
10.5 FREZOWANIE PLANOWE (cykl 233, DIN/ISO: G233, opcja software
19)
10
244
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
10.5
FREZOWANIE PLANOWE (cykl 233,
DIN/ISO: G233, opcja software 19)
Przebieg cyklu
Przy pomocy cyklu 233 można frezować równą powierzchnię
kilkoma dosuwami i przy uwzględnieniu naddatku na obróbkę
wykańczającą. Dodatkowo można w cyklu definiować także ścianki
boczne, które zostają uwzględniane przy obróbce powierzchni
planowej. W cyklu dostępne są różne strategie obróbki:
Strategia Q389=0
: obróbka meandrowa, boczne wcięcie poza
obrabianą powierzchnią
Strategia Q389=1
: obróbka meandrowa, boczne wcięcie na
krawędzi obrabianej powierzchni
Strategia Q389=2
: obróbka wierszami z wybiegiem, boczne
wcięcie przy powrocie na biegu szybkim
Strategia Q389=3
: obróbka wierszami bez wybiegu, boczne
wcięcie przy powrocie na biegu szybkim
Strategia Q389=4
: obróbka spiralnie z zewnątrz do wewnątrz
1 TNC pozycjonuje narzędzie na biegu szybkim FMAX z aktualnej
pozycji na płaszczyźnie obróbki do punktu startu
1
: Punkt
startu na płaszczyźnie obróbki leży z przesunięciem o promień
narzędzia i boczny bezpieczny odstęp obok obrabianego
przedmiotu
2 Następnie TNC pozycjonuje narzędzie na biegu szybkim FMAX
w osi wrzeciona na bezpieczną odległość
3 Następnie narzędzie przemieszcza się z posuwem dla
pozycjonowania wstępnego na osi wrzeciona na obliczoną przez
TNC pierwszą głębokość wcięcia
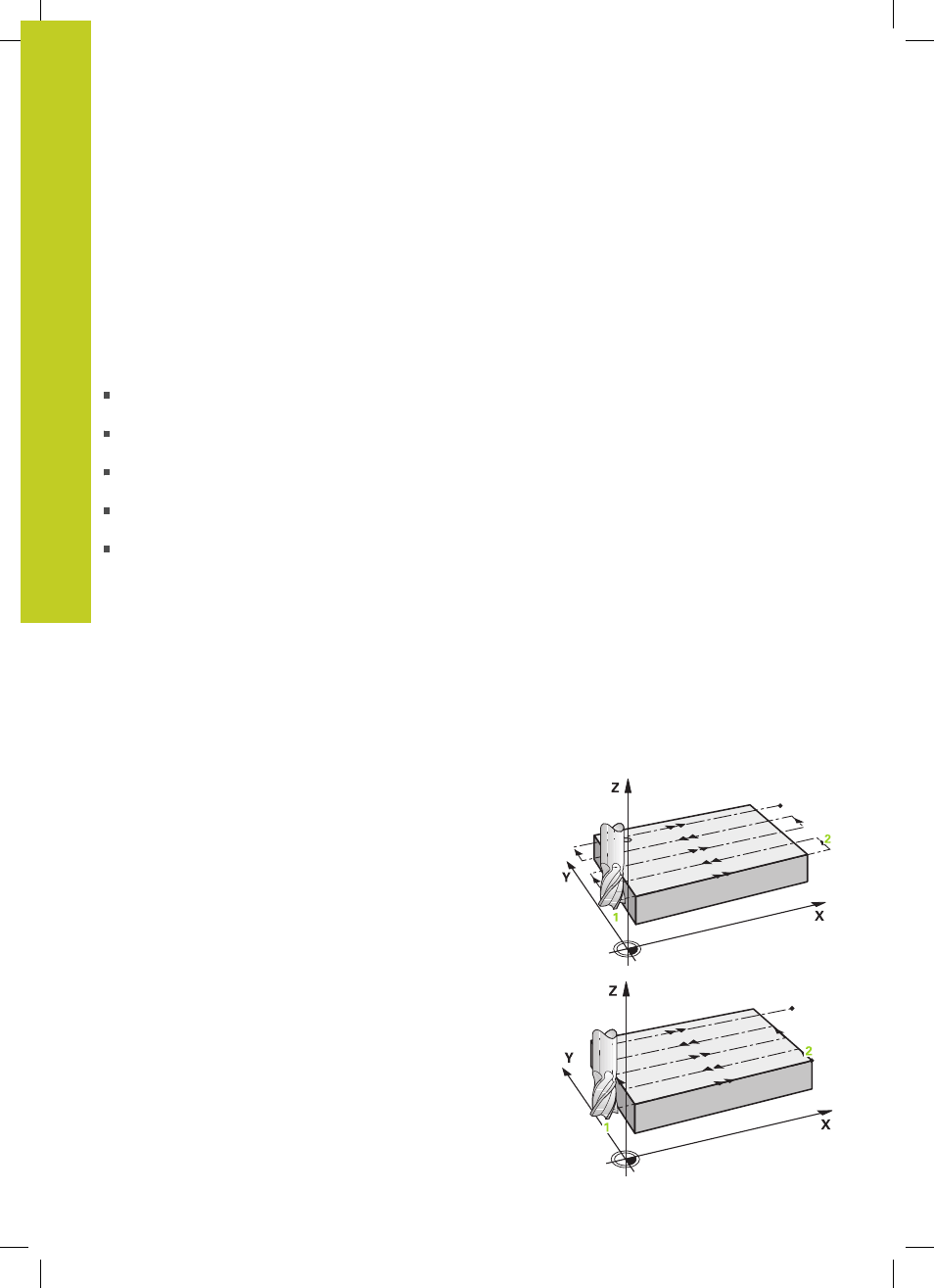
Strategie Q389=0 oraz Q389 =1
Strategie Q389=0 oraz Q389=1 różnią się wybiegiem przy
frezowaniu planowym. Dla Q389=0 punkt końcowy leży poza
powierzchnią, dla Q389=1 na krawędzi powierzchni. TNC oblicza
punkt końcowy
2
z długości bocznej i bocznej bezpiecznej
odległości. W przypadku strategii Q389=0 TNC przemieszcza
narzędzie dodatkowo o promień narzędzia poza powierzchnię
planową.
4 Następnie TNC przemieszcza narzędzie z zaprogramowanym
posuwem frezowania do punktu końcowego
2
.
5 TNC przesuwa narzędzie z posuwem pozycjonowania
wstępnego poprzecznie do punktu startu następnego wiersza;
TNC oblicza dyslokację z zaprogramowanej szerokości,
promienia narzędzia i maksymalnego współczynnika nakładania
się torów kształtowych oraz bocznej bezpiecznej odległości
6 Na koniec TNC przemieszcza narzędzie z posuwem frezowania
w kierunku przeciwnym z powrotem
7 Operacja ta powtarza się, aż wprowadzona powierzchnia
zostanie w pełni obrobiona.
8 Następnie TNC pozycjonuje narzędzie na biegu szybkim FMAX
z powrotem do punktu startu
1
9 Jeśli koniecznych jest kilka wicięć, to TNC przemieszcza
narzędzie z posuwem pozycjonowania na osi wrzeciona na
następną głębokość wcięcia