Parametry cyklu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 104
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.3
GWINTOWANIE bez uchwytu wyrównawczego GS (cykl 207, DIN/
ISO: G207)
4
104
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Parametry cyklu
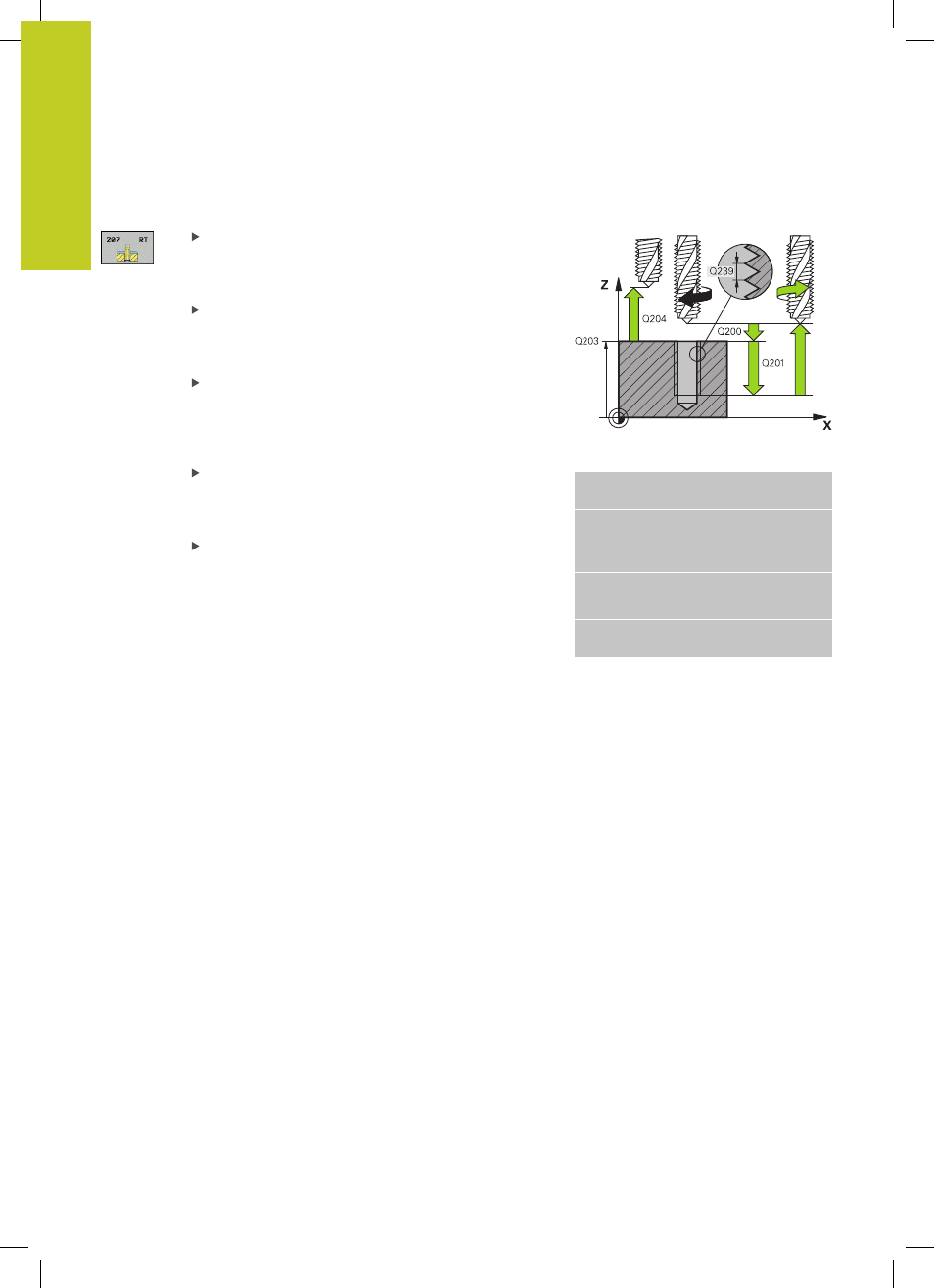
Bezpieczna wysokość
Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999,9999
Głębokość gwintu
Q201 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
dnem gwintu. Zakres wprowadzenia -99999,9999 do
99999,9999
Skok gwintu
Q239: skok gwintu. Znak liczby określa
gwint prawoskrętny lub lewoskrętny:
+
= gwint prawoskrętny
–
= gwint lewoskrętny Zakres wprowadzenia
-99,9999 do 99,9999
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999,9999 do
99999,9999
2-ga bezpieczna wysokość
Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może
dojść do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999,9999
NC-wiersze
26 CYKL DEF 207 GWINTOWANIE GS
NOWE
Q200=2
;BEZPIECZNA
WYSOKOŚĆ
Q201=-20
;GŁĘBOKOŚĆ
Q239=+1
;SKOK GWINTU
Q203=+25
;WSPŁ. POWIERZCHNI
Q204=50
;2. BEZPIECZNA
WYSOK.
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeśli podczas operacji nacinania gwintu naciśniemy zewnętrzny
klawisz Stop, to TNC pokazuje softkey MANUALNIE PRZEJECHAC
. Jeśli naciśniemy MANUALNIE PRZEJECHAC , to można wysunąć
narzędzie z materiału, samodzielnie nim sterując. Proszę w
tym celu nacisnąć przycisk dodatniego ustawienia aktywnej osi
wrzeciona.