HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 150
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie
rowków
5.5
OKRAGŁY ROWEK (cykl 254, DIN/ISO: G254, opcja software 19)
5
150
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Krok kąta
Q378 (przyrostowo): kąt, o który zostaje
obrócony cały rowek. Srodek obrotu leży na środku
wycinka koła . Zakres wprowadzenia -360,000 do
360,000
Liczba powtórzeń
Q377: liczba przejść
obróbkowych na wycinku koła. Zakres
wprowadzenia 1 do 99999
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Rodzaj frezowania
Q351: rodzaj obróbki
frezowaniem dla M3:
+1
= frezowanie współbieżne
–1
= frezowanie przeciwbieżne
PREDEF
: TNC wykorzystuje wartość z wiersza
GLOBAL DEF
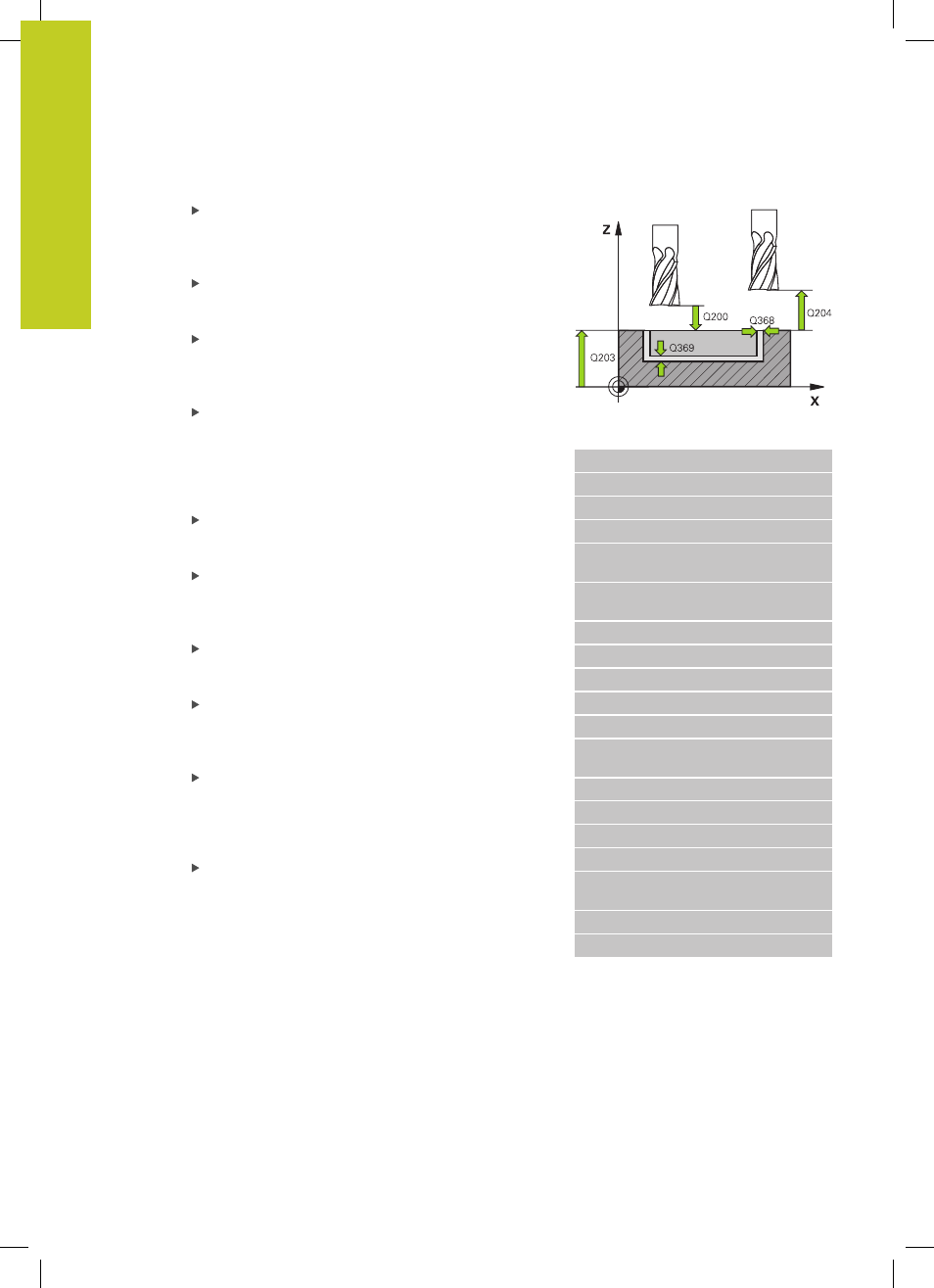
Głębokość
Q201 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – dno rowka.
Zakres wprowadzenia -99999,9999 do 99999,9999
Głębokość wcięcia
Q202 (przyrostowo): wymiar,
o jaki narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0. Zakres
wprowadzenia 0 do 99999,9999
Naddatek na obróbkę wykańczającą dna
Q369
(przyrostowo): naddatek na obróbkę wykańczającą
dna. Zakres wprowadzenia 0 do 99999,9999
Posuw wcięcia na głębokość
Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FAUTO, FU, FZ
Dosuw przy obróbce wykańczającej
Q338
(przyrostowo): wymiar, o jaki narzędzie zostaje w osi
wrzeciona dosunięte przy obróbce wykańczającej.
Q338=0: Obróbka wykańczająca przy jednym
wcięciu. Zakres wprowadzenia 0 do 99999,9999
Bezpieczna wysokość
Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999,9999 alternatywnie PREDEF
NC-wiersze
8 CYCL DEF 254 OKRĄGŁY ROWEK
Q215=0
;ZAKRES OBROBKI
Q219=12
;SZEROKOŚĆ ROWKA
Q368=0.2
;NADDATEK Z BOKU
Q375=80
;ŚREDNICA WYCINKA
KOŁA
Q367=0
;BAZA POŁOŻENIE
ROWKA
Q216=+50
;ŚRODEK 1. OSI
Q217=+50
;ŚRODEK 2. OSI
Q376=+45
;KĄT STARTU
Q248=90
;KAT ROZWARCIA
Q378=0
;INKREMENTACJA KĄTA
Q377=1
;LICZBA ZABIEGÓW
OBR.
Q207=500
;POSUW FREZOWANIA
Q351=+1
;RODZAJ FREZOWANIA
Q201=-20
;GŁĘBOKOŚĆ
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q369=0.1
;NADDATEK
GŁEBOKOSCI
Q206=150
;POSUW WCIECIA WGŁ.
Q338=5
;WCIĘCIE OBR.WYKAN.