Parametry cyklu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 190
Cykle obróbkowe: kieszeń konturu
7.8
OBROBKA NA GOTOWO BOKU (cykl 24, DIN/ISO: G124, opcja
software 19)
7
190
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Parametry cyklu
Kierunek obrotu
Q9: kierunek obróbki:
+1
: obrót przeciwnie do ruchu wskazówek zegara
–1
: obrót zgodnie z ruchem wskazówek zegara
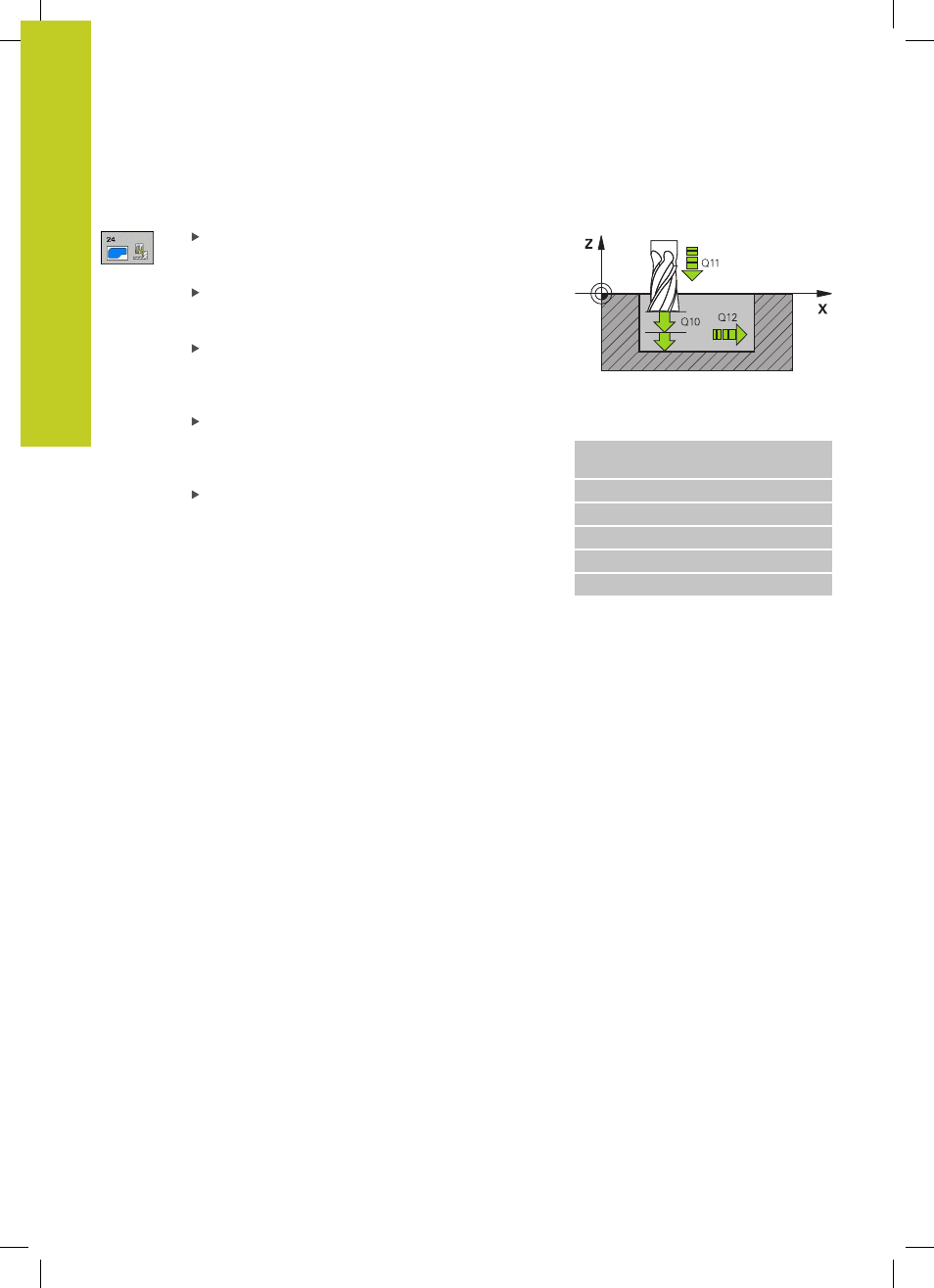
Głębokość wcięcia
Q10 (przyrostowo): wymiar,
o jaki narzędzie zostaje każdorazowo dosunięte.
Zakres wprowadzenia -99999,9999 do 99999,9999
Posuw wcięcia wgłąb
Q11: prędkość
przemieszczenia narzędzia przy wcinaniu w mm/
min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FAUTO, FU, FZ
Posuw frezowania
Q12: posuw przy ruchach
przemieszczenia na płaszczyźnie obróbki. Zakres
wprowadzenia 0 bis 99999.9999 alternatywnie
FAUTO
, FU, FZ
Naddatek na obróbkę wykańczającą z boku
Q14
(przyrostowo): naddatek dla kilkakrotnej obróbki
wykańczającej; ostatnia warstwa materiału na
obróbkę wykańczającą zostanie rozwercona, jeśli
wprowadzimy Q14 = 0. Zakres wprowadzenia
-99999,9999 do 99999,9999
NC-wiersze
61 CYCL DEF 24 OBRÓBKA NA GOTOWO
BOKU
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GŁĘBOKOŚĆ WCIĘCIA
Q11=100
;POSUW WCIĘCIA WGŁ.
Q12=350
;POSUW PRZECIĄGANIA
Q14=+0
;NADDATEK Z BOKU